برنامه نویسی سی ان سی (CNC Programming Handbook)، یکی از آموزشهای مرجع و کاربردی در زمینه برنامه نویسی سیستم های CNC می باشد.
نرم افزار ویرایشگر حرفه ای برنامه های سی ان سی
نرم افزار شبیه ساز 3 بعدی دستگاه های سی ان سی
ماشین های کنترل عددی کامپیوتری
این آموزش مشتمل بر 54 فصل، 579 صفحه، به زبان انگلیسی روان، تایپ شده، به همراه تصاویر رنگی، با فرمت PDF، به ترتیب زیر گردآوری شده است:
Chapter 1: NUMERICAL CONTROLChapter 2: CNC MILLINGChapter 3: CNC TURNINGChapter 4: COORDINATE GEOMETRYChapter 5: CONTROL SYSTEMChapter 6: PROGRAM PLANNINGChapter 7: PART PROGRAM STRUCTUREChapter 8: PREPARATORY COMMANDSChapter 9: MISCELLANEOUS FUNCTIONSChapter 10: SEQUENCE BLOCKChapter 11: INPUT OF DIMENSIONSChapter 12: SPINDLE CONTROLChapter 13: FEEDRATE CONTROLChapter 14: TOOL FUNCTIONChapter 15: REFERENCE POINTSChapter 16: REGISTER COMMANDSChapter 17: POSITION COMPENSATIONChapter 18: WORK OFFSETSChapter 19: TOOL LENGTH OFFSETChapter 20: RAPID POSITIONINGChapter 21: MACHINE ZERO RETURNChapter 22: LINEAR INTERPOLATIONChapter 23: BLOCK SKIP FUNCTIONChapter 24: DWELL COMMANDChapter 25: FIXED CYCLESChapter 26: MACHINING HOLESChapter 27: PATTERN OF HOLESChapter 28: FACE MILLINGChapter 29: CIRCULAR INTERPOLATIONChapter 30: CUTTER RADIUS OFFSETChapter 31: PLANE SELECTIONChapter 32: CONTOUR MILLINGChapter 33: SLOTS AND POCKETSChapter 34: TURNING AND BORINGChapter 35: LATHE CYCLESChapter 36: GROOVING ON LATHESChapter 37: PART-OFFChapter 38: SINGLE POINT THREADINGChapter 39: SUBPROGRAMSChapter 40: DATUM SHIFTChapter 41: MIRROR IMAGEChapter 42: COORDINATE ROTATIONChapter 43: SCALING FUNCTIONChapter 44: CNC LATHE ACCESSORIESChapter 45: HELICAL MILLINGChapter 46: HORIZONTAL MACHININGChapter 47: LIVE TOOLING ON LATHESChapter 48: WRITING A CNC PROGRAMChapter 49: PROGRAM DOCUMENTSChapter 50: PROGRAM VERIFICATIONChapter 51: CNC MACHININGChapter 52: INTERFACING TO DEVICESChapter 53: MATH IN CNC PROGRAMMINGChapter 54: CNC AND CAD/CAMماشین های کنترل عددی کامپیوتری
اندازه گیری روی ماشین ابزارهای CNC با نرم افزار کتیا
طراحی پروسه ماشینکاری و استخراج جی کد با نرم افزار سالیدکم

جهت دانلود برنامه نویسی سی ان سی (CNC Programming Handbook) بر لینک زیر کلیک نمایید.
برنامه نویسی سی ان سی (CNC Programming Handbook)
جزوات کنکور ارشد مهندسی ساخت و تولید دانشگاه تهران، تبریز و...
طراحی پروسه ماشینکاری و استخراج G کدهای دستگاه تراش در نرم افزار کتیا
طراحی پروسه ماشینکاری و استخراج G کدهای دستگاه فرز در نرم افزار کتیا
تئوری و طراحی سیستم های سی ان سی
کتابچه برنامه نویسی سی ان سی
کتابچه ماشینکاری سی ان سی
مدلسازی کنترلر ماشین تراش CNC
برنامه نویسی و اپراتوری دستگاه فرز CNC VMC-850 تبریز با کنترلر فانوگ
| | نسخه قابل چاپ | تعداد بازديد : 17 |
 |
| نرم افزار پرونست (ProNest) یکی از مطرح ترین و قوی ترین نرم افزار های برش و نستینگ (Nesting) آمریکایی بوده که دارای قابلیت های بسیار فراوان می باشد. این نرم افزار یکی از محبوب ترین نرم افزارهای اپراتورهای CNC برش هواگاز و پلاسما، لیزر و واترجت می باشد.
اندازه گیری روی ماشین ابزارهای CNC با نرم افزار کتیا
کتابچه ماشینکاری سی ان سی
تئوری و طراحی سیستم های سی ان سی
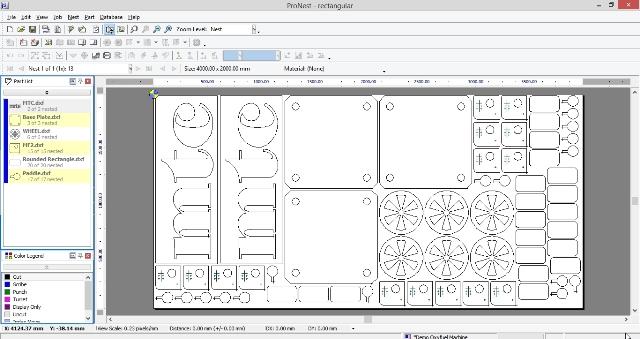
برخی از قابلیت های این نرم افزار عبارتند از:
پشتیبانی از برش هواگاز، پلاسما، لیزر و واترجتقابلیت پشتیبانی از کنترلرهای مختلف موجود در بازاردارای پست پروسسور (Post Proccessor) قوی برای خروجی های مختلفقابلیت چیدمان اتوماتیک (Auto Nesting) برای کاهش ضایعاتانتخاب بهترین کسیر برای برش جهت افزایش سرعت تولیدقابلیت مشترک سازی خطوط برشقابلیت تعریف الگوریتم هایی برای کاهش ضایعات، کاهش مصرف گاز و اکسیژن و افزایش سرعت تولیدبا استفاده از نرم افزار ProNest این امکان را دارید که بهترین محصول را در کمترین زمان و با کمترین مقدار ضایعات برش دهید.
طراحی پروسه ماشینکاری و استخراج G کدهای دستگاه تراش و فرز در نرم افزار CATIA
ماشین کاری منشوری در نرم افزار کتیا
طراحی و مدلسازی، آنالیز و ماشینکاری خودرو مسابقه ای در نرم افزار کتیا
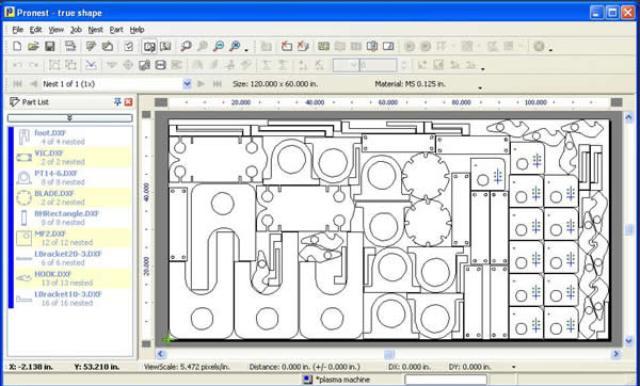
این نرم افزار، برای کسانی مفید است که با دستگاه برش CNC سروکار دارند. دستگاه برش CNC برای بریدن صفحات ورق به اشکال و قطعات دلخواه مورد استفاده قرار می گیرد و عمده مصرف آن در صنعت ساختمان و صنایع ماشین سازی سنگین است. دستگاه های برش CNC برای برش فلزات آهنی، از روش های مختلفی استفاده می کنند که متداول ترین آنها استفاده از هوابرش، پلاسما و واترجت است. چنانچه چیدمان قطعات مختلف روی ورق به طور دستی انجام شود، هم وقت زیادی می گیرد و هم اینکه ضایعات ورق بالا می رود. این نرم افزار، نقشه های قطعات که با فرمت dxf می باشند و تعداد لازم از هر کدام و همچنین ابعاد شیت ورق را گرفته و یک چیدمان آپتیمم (بهینه) را برای شما انجام می دهد تا کمترین ضایعات (پرت یا مواد دور ریز) را داشته باشید. سپس یک فایل خروجی با فرمت RGC را تولید می کند که توسط نرم افزارهای دستگاه برش CNC قابل استفاده است. این نرم افزار دارای قابلیتهای متعددی است که هر کدام می توانند به شما در سهولت این پروسه کمک نمایند...
ماشینکاری پره های توربین با ماشین CNC
پانچ سی ان سی
مدلسازی کنترلر ماشين تراش CNC
*** لازم به ذکر است که علاوه بر فایل نصب نرم افزار Pronest، راهنمای نصب نرم افزار به زبان فارسی و همچنین جزوه آموزشی نرم افزار پرونست به زبان انگلیسی جهت دانلود قرار داده شده است.
جهت دانلود نرم افزار چیدمان اتوماتیک و بهینه سازی ورق جهت برش با پلاسما، CNC، هواگاز و واترجت ProNest V8 بر لینک زیر کلیک نمایید:
دانلود نرم افزار چیدمان اتوماتیک و بهینه سازی ورق جهت برش با پلاسما، CNC، هواگاز و واترجت ProNest
اگر به فراگیری مباحث مشابه مطلب بالا علاقهمند هستید، آموزشهایی که در ادامه آمدهاند نیز به شما پیشنهاد میشوند:
ماشین های کنترل عددی کامپیوتری
نرم افزار شبیه ساز 3 بعدی دستگاه های سی ان سی
نرم افزار ویرایشگر حرفه ای برنامه های سی ان سی
تکنولوژی ماشینکاری و سی ان سی
طراحی پروسه ماشینکاری و استخراج جی کد با نرم افزار سالیدکم
کارگاه ماشین های کنترل عددی (CNC)
ماکروهای سفارشی کنترل عددی کامپیوتری فانوک
| | نسخه قابل چاپ | تعداد بازديد : 159 |
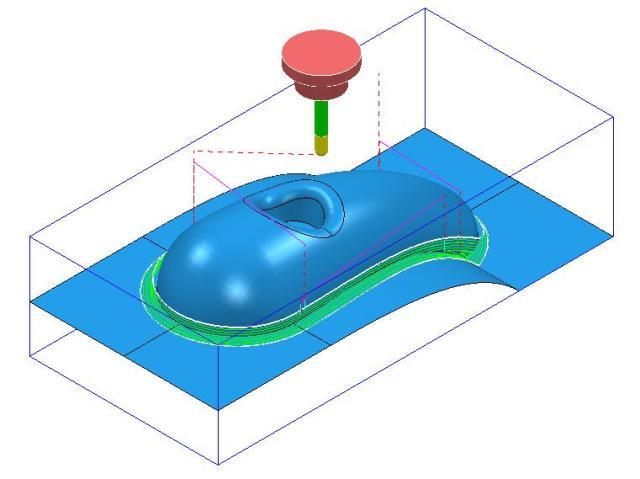
مقایسه قدرت و مانور ماشین کاری در نرم افزار PowerMill با نرم افزار CATIA:
عملیات های ماشینکاری کلا به سه دسته تقسیم بندی می شوند:
خشن: Rough
نیمه پرداخت: Semi Finish
پرداخت: Finish
آموزش نرم افزار ماشینکاری پاورمیل (سری 1)
آموزش ماشین کاری در نرم افزار سرف کم
آموزش نرم افزار ماشین کاری سرفکم
آموزش جامع ماشین کاری در نرم افزار پاورمیل
نرم افزار شبیه ساز 3 بعدی دستگاه های سی ان سی
ماشین کاری 5 محوره در نرم افزار پاورمیل
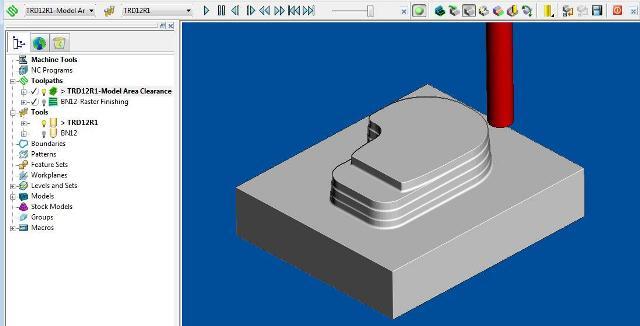
کتاب آموزش جامع نرم افزار پاورمیل PowerMill، یک کتاب جامع و کم نظیر از آموزش نرم افزار پاورمیل می باشد. الگوی آموزشی این کتاب مبتنی بر آموزش با مثال می باشد. این کتاب بسیاری از امکانات نرم افزار پاورمیل را توضیح داده است، مشتمل بر 838 صفحه، در 2 جلد، به زبان انگلیسی روان و به همراه تصاویر رنگی هر محیط و نوار ابزارها، به ترتیب زیر گردآوری شده است:
Chapter 1: Getting Started
Chapter 2: Machining Set Up in Detail
Chapter 3: Area Clearance Strategies
Chapter 4: Finish Machining Strategies
Chapter 5: Leads and Links
Chapter 6: Boundaries
Chapter 7: Levels and Sets
Chapter 8: Editing Toolpaths
Chapter 9: Collision Checking
Chapter 10: Patterns
Chapter 11: Curve Editor
Chapter 12: 2D Machining
Chapter 13: NC Programs
Chapter 14: Setup Sheets
Chapter 15: Specialist Finishing
Chapter 16: Component Thickness
Chapter 17: Stock Models
Chapter 18: Additional Information
کتاب با فرمت PDF بوده و به راحتی بر روی گوشی های اندروید و کامپیوتر قابل استفاده می باشد.
جهت دانلود کتاب آموزش جامع نرم افزار پاورمیل PowerMill بر لینک زیر کلیک نمایید:
آموزش پاورمیل، کتاب آموزش جامع نرم افزار ماشین کاری پاورمیل PowerMill
اگر به فراگیری مباحث مشابه مطلب بالا علاقهمند هستید، آموزشهایی که در ادامه آمدهاند نیز به شما پیشنهاد میشوند:
نرم افزار ویرایشگر حرفه ای برنامه های سی ان سی
آموزش نرم افزار ماشینکاری پاورمیل (سری 2)
آموزش کامل ماشینکاری در نرم افزار پاورمیل برای مبتدیان
آموزش نرم افزار ماشینکاری پاورمیل (سری 3)
طراحی پروسه ماشینکاری و استخراج جی
کدهای دستگاه تراش در مسترکم
طراحی پروسه ماشینکاری 2/5 محوره و استخراج G کدهای دستگاه فرز در CATIA
طراحی پروسه ماشینکاری و استخراج جی کدهای دستگاه فرز در مسترکم
| | نسخه قابل چاپ | تعداد بازديد : 65 |
جزوه آموزشی ابزار دقیق پیشرفته، مشتمل بر 4 بخش، با فرمت powerpoint و pdf، به زبان فارسی، همراه با تصاویر، جداول، روابط مهم و فرمول های کاربردی، به ترتیب زیر گردآوری شده است:
بخش اول: مجتمع آموزشی پتروشیمی تبریز
فصل 1: سیستم های ابزار دقیق
بلوك دیاگرام یک سیستم کنترلی حلقه بستهبلوك دیاگرام یک سیستم کنترل فرآیندمروری بر سیر تكاملی كنترل پروسسسنسورها و ترانسدیوسرهامکانیزم عملکرد سیستم (Flopper Nozzle)بررسی چگونگی عملکرد رله نیوماتیکی (Pneumatic Relay)بررسی مکانیزم عملکرد یک مبدل I/Pاجزای تشکیل دهنده یک I/P ساخت شرکت Foxboroبررسی ساختمان یک Proximity Limit SwitchCascade Control LoopsSplit Range Control LoopsCompensated Control LoopsLoad Cells Sensorsفصل 2: سیستم های کنترل و اندازه گیری فشار
تعریف کمیت فشارواحدهای اندازه گیری فشارفشار نسبی و مطلقفشار استاتیک و دینامیکفشار ناشی از ارتفاع ستون مایعجدول مربوط به واحدهای اندازه گیری فشاربلوك دیاگرام مربوط به یک سیستم کنترل فشاریک لوپ کنترل فشار از دیدگاه رسم در یک نقشه P&IDروش های اندازه گیری کمیت فشارساختمان داخلی یک Pressure Gaugeبررسی انواع خطاهای مربوط به یک Pressure Gaugeچگونگی عملکرد یک سوئیچ فشار و مفهوم Set & Resetبررسی مدل یک ترانسمیتر نیوماتیکی فشارساختمان داخلی و شرح کار ترانسمیتر نیوماتیکی اختلاف فشار بررسی چگونگی عملکرد یک ترانسمیتر اختلاف فشار با سنسور Bellowsبرشی از یک سنسور DP- Cellبررسی نحوه ارتباط دهی یک ترانسمیتر و Communicatorرگلاتورهای فشارPCV ها چگونه عمل می کنند؟بررسی ساختمان داخلی یک Safety Valveبررسی عملکرد یک کنترلر ON/OFFفصل 3: سیستم های سنجش و نشان دهنده دما
تعریف کمیت دما (Temperature)واحدهای اندازه گیری دماروش های اندازه گیری درجه حرارتاندازه گیری درجه حرارت به صورت غیر الکترونیکاندازه گیری دما با استفاده از انبساط حجمی گازها و مایعات (سیستم FTS)اندازه گیری دما با استفاده از انبساط طولی فلزات (Bimetal)اندازه گیری دما با استفاده از نشانگرهای رنگی حرارت اندازه گیری درجه حرارت به صورت الکترونیکیترموکوپل (Thermocouple)انواع ترموکوپلنمودار مربوط به EMP تولیدی توسط انواع مختلف Thermocoupleمدارات ترموکوپلیخواص ترموکوپل هاانواع نویزهای موجود در کابل های ترموکوپلRTD - (Resistance Temperature Detector)مقاومت های PTC و NTCمفهوم ضریب حرارتینحوI انتقال دما توسط سنسور RTDجبران سازی مقاومت سیم های رابط توسط اتصال چهار سیمهبررسی مزایا و معایب RTD و ترموکوپل و مقایسه آنها با یکدیگرTemperature sensing ICبررسی یک لوپ کنترل دما و معرفی اجزای تشکیل دهنده آنبررسی مدل یک ترانسمیتر نیوماتیکی دمابررسی ساختمان ترانسمیترهای نیوماتیکی دمافصل 4: سیستم های سنجش و نشان دهنده دبی
فلوی جرمی (Mass Flow)فلوی حجمی (Volume Flow)Energy of a fluid in motionTurbulent and Laminar flowروش های اندازه گیری Flow به صورت Square Rootروش های اندازه گیری Flow به صورت Linearاندازه گیری Flow توسط Orificeتئوری برنولیتکنولوژی ماشینکاری
ماشینکاری پره های توربین با ماشین CNC
ماشینکاری سوپر آلیاژها
تکنولوژی ساخت و تولید لوح فشرده

بخش دوم: تجهیزات اصلی اندازه گیری و کنترل فرآیندهای صنعتی (دانشگاه فردوسی مشهد)
تجهیزات اصلی اندازه گیری و كنترل فرآیندهای صنعتیمعرفی سیستم های كنترل و ابزار دقیقحس كننده ها و یا مبدل هااجزاء اندازه گیری و آماده سازی سیگنالوسایل كنترل كننده و عملگرهانشانگر و ثبات، وسایل نشان دهنده و كامپیوتراجزاء سیستم های كنترل و ابزار دقیق(Sensors and Actuators) سنسورها و عملگرهاعملگر هاترانسدیوسرهامشخصه های ترانسدیوسرمشخصه های استاتیكیتكرار پذیری (Repeatability)Hysteresis هیسترزیسخاصیت خطی بودن (Linearity) مشخصات دینامیكیپاسخ زمانی یك ترانسدیوسر دارای ثابت زمانی و زمان مردهپاسخ فركانسیترانسدیوسرهای موقعیتThe linear inductosynThe nozzle flapper displacement transducerLaser interferometer Fotonic sensorترانسدیوسر تغییر مكان بروش القائی ترانسدیوسر تغییر مكان بروش ظرفیت متغیر (خازنی) استرین گیج پتانسیو متر ها ترانسفورماتور دیفرانسیلی متغیر خطی و دورانی LVDT RVDTاینكودرهای نوریاینكودر دیجیتالی خطیسینكرو و ریزالورترانسدیوسرهای نیروكششمدار پل وتستونLoad cells سلول های بارترانسدیوسرهای حرکت Motion transducersترانسدیوسرهای سرعتتراسندیوسرهای مایعات Fluid Transducersترانسدیوسرهای فشارترانسدیوسرهای جریان Flow transducersترانسدیوسرهای سطح مایعاتبخش سوم: جزوه درس ابزار دقیق
فصل 1: مشخصات عمومی تجهیزات اندازه گیری
مقدمهمعرفی سیستم های کنترل و ابزار دقیقکلیاتی در خصوص دستگاه های اندازه گیریفصل 2: کاربرد سنسورها در اتوماسیون
مفهوم سنسورانواع سنسور بر حسب کمیت مورد اندازه گیریفصل 3: شیرهای کنترلی
مقدمهساختمان شیر کنترلپوزیشنرفصل 4: اصول طراحی کیفی سیستم های کنترلی
مقدمهعلائم استانداردحروف شناسایی دستگاه ها و ادواتنقشه ها و مدارك فنیاختصارات و علائم کاربردیبخش چهارم: جزوه درس ابزار دقیق
مقدمهترانسدیوسر چیستتفاوت سنسور و ترانسدیوسرترانسمیتر چیستاندازه گیری دما و روش های آنترموکوپل تیپ Kترموکوپل تیپ Jترموکوپل تیپ Eترموکوپل تیپ Tترموکوپل تیپ Nترموکوپل تیپ Bنکات مهم در انتخاب ترموکوپلترمومتر دیجیتالترمومتر اینفراد یا غیر تماسیترمومتر بیمتالترموزیستنسکالیبراتور دمادماسنج گازیکنترلر دمااندازه گیری رطوبت و روش های آنرطوبت سنج پرتابل یا قابل حملرطوبت سنج ثابتترانسمیتر رطوبتکنترلر رطوبتاندازه گیری فشار و روش های آنترانسمیتر اختلاف فشارفشار سنج دیجیتالفشار سنج آنالوگترانسمیتر فشارکنترلر فشاراندازه گیری سطح و روش های آنسطح سنج التراسونیکسطح سنج شناوریسطح سنج پره ایسطح سنج خازنیسطح سنج اختلاف فشاریاندازه گیری وزن و روش های آنترانسمیتر لودسلکرنش سنج هالود سلگشتاور سنجماکروهای سفارشی کنترل عددی کامپیوتری فانوک
کارگاه ماشین های کنترل عددی (CNC)
طراحی پروسه ماشینکاری و استخراج جی کد با نرم افزار سالیدکم

جهت دانلود جزوه آموزشی ابزار دقیق پیشرفته، بر لینک زیر کلیک نمایید:
جزوه آموزشی ابزار دقیق پیشرفته
اگر به فراگیری مباحث مشابه مطلب بالا علاقهمند هستید، آموزشهایی که در ادامه آمدهاند نیز به شما پیشنهاد میشوند
تکنولوژی ماشینکاری و سی ان سی
نرم افزار ویرایشگر حرفه ای برنامه های سی ان سی
نرم افزار شبیه ساز 3 بعدی دستگاه های سی ان سی
خودتان ماشین CNC بسازید!
ماشین های کنترل عددی کامپیوتری
پانچ سی ان سی
مدلسازی کنترلر ماشين تراش CNC
برنامه نويسي و اپراتوري دستگاه فرز CNC VMC-850 تبريز با كنترلر فانوگ
ماشین های کنترل عددی کامپیوتری
کتابچه ماشینکاری سی ان سی
کتابچه برنامه نویسی سی ان سی
| | نسخه قابل چاپ | تعداد بازديد : 30 |
شبکه های ارتباط داده صنعتی برای اولین بار در دهه 80 میلادی به صورت محدود مطرح شدند. با استفاده روز افزون از رایانه در تمام بخش های صنعت، نیاز استفاده از این فن آوری نوین در کنترل بیش از پیش حس می شد. همچنین با گسترش صنایع و افزایش واحدهای کنترل در صنایع مختلف استفاده از شبکه هایی که علاوه بر کم کردن نیاز و استفاده از سیم های فراوان بتواند اطلاعات بسیار بیشتری برای تصمیم سازی و نظارت بر ماشین آلات و عملیات صنعتی در اختیار قرار دهد مورد توجه قرار گرفت. با توجه به این نیاز این شبکه ها با سرعت زیادی رشد کردند بطوری که در دو دهه اخیر سهم مهمی از بازار کنترل در جهان را در اختیار گرفتند. یکی از مهمترین ویژگی ها برای استفاده از این شبکه ها، محدود و منحصر نبودن مصرف کنندگان به یک تولید کننده خاص برای تهیه وسایل اندازه گیری، عملگرها و دیگر اجزا شبکه کنترل می باشد. در این پروژه سعی بر آن شده است که یکی از پرکاربردترین شبکه های ارتباط داده صنعتی از خانواده فیلدباس یعنی PROFIBUS به تفسیر ارائه گردد...
ماکروهای سفارشی کنترل عددی کامپیوتری فانوک
کارگاه ماشین های کنترل عددی (CNC)
طراحی پروسه ماشینکاری و استخراج جی کد با نرم افزار سالیدکم
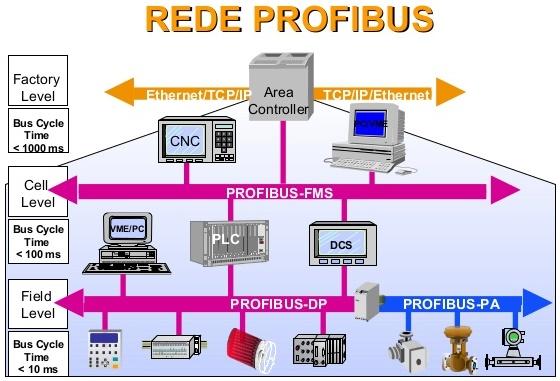
پروژه شبکه های صنعتی پروفی باس (Profi Bus)، مشتمل بر 4 فصل، 149 صفحه، به زبان فارسی، تایپ شده، به همراه تصاویر، با فرمت pdf به ترتیب زیر گردآوری شده است:
فصل 1: آشنایی با اتوماسیون
مقدمهسیرتحولی سیستم های اتوماسیونسیستم های DDCسیستم های PLCسیستم های DCSسیستم های FCSجایگاه فیلد باس در هرم اتوماسیونسطح فیلدسطح کنترلسطح ناظرسطح ERPفصل 2: آشنایی با پروفی باس
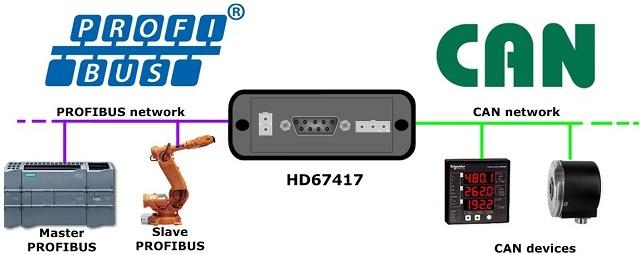
مقدمهPROFIBUS و جایگاه آنپروتکل PROFIBUS و انواع آنپروتکل PROFIBUS FMSپروتکل PROFIBUS DPنسخه های PROFIBUS DPمکانیزم حفاظتی نسخه های PROFIBUS DPتکنولوژی انتقال در PROFIBUS DPپروتکل PROFIBUS PAفصل 3: اجزاء شبکه PROFIBUS
مقدمهاجزاء اصلی PROFIBUS DPDP های فرستندهDP های گیرندهفرستنده با امکان عملکرد گیرندهگیرنده هوشمندگیرنده با قابلیت اتصال به فیبر نوریاجزاء اصلی PROFIBUS FMSسایر اجزاء شبکه PROFIBUSاجزاء شبکه RS-485اجزاء شبکه فیبر نوریاجزاء شبکه بدون سیم در PROFIBUSفصل 4: عیب یابی و مدیریت خطا در PROFIBUS
مقدمهعیب یابی از طریق وسایل تشخیص عیبوسایل تشخیص عیب در شبکه های الکتریکیوسایل تشخیص عیب در شبکه های نوریعیب یابی از طریق نرم افزارمدیریت خطا با استفاده از نرم افزار Step 7برنامه نویسی OB 86برنامه نویسی OB 122کلمات اختصاریمنابع و مراجعتکنولوژی ماشینکاری و سی ان سی
نرم افزار ویرایشگر حرفه ای برنامه های سی ان سی
نرم افزار شبیه ساز 3 بعدی دستگاه های سی ان سی
خودتان ماشین CNC بسازید!
پروژه با عنوان: شبکه های صنعتی پروفی باس (ProfiBus)
اگر به فراگیری مباحث مشابه مطلب بالا علاقهمند هستید، آموزشهایی که در ادامه آمدهاند نیز به شما پیشنهاد میشوند
ماشین های کنترل عددی کامپیوتری
پانچ سی ان سی
مدلسازی کنترلر ماشين تراش CNC
برنامه نويسي و اپراتوري دستگاه فرز CNC VMC-850 تبريز با كنترلر فانوگ
ماشینکاری پره های توربین با ماشین CNC
ماشین های کنترل عددی کامپیوتری
کتابچه ماشینکاری سی ان سی
کتابچه برنامه نویسی سی ان سی
تئوری و طراحی سیستم های سی ان سی
| | نسخه قابل چاپ | تعداد بازديد : 19 |