کتاب مرجع فرآیندهای پلاستیک (Plastic Processes HandBook)، به بررسی قالب گیری تزریقی، اکستروژن ورق ها، فرآیند ترموفرمینگ، قالب گیری بادی، قالب گیری چرخشی، فرآیندهای کامپوزیت، فرآیندهای رزین مایع، مونتاژ، تکمیل و پراخت کاری و... می پردازد. این کتاب مشتمل بر 746 صفحه، در 12 فصل، به زبان انگلیسی، همراه با تصاویر به ترتیب زیر گردآوری شده است:
Chapter 1: Injection Molding
Chapter 2: Assisted Injection Molding
Chapter 3: Sheet Extrusion
Chapter 4: Thermoforming
Chapter 5: Blow Molding
Chapter 6: Rotational Molding
Chapter 7: Compression and Transfer Molding
Chapter 8: Composite Processes
Chapter 9: Liquid Resin Processes
Chapter 10: Assembly
Chapter 11: Decorating and Finishing
Chapter 12: Polymer Nanocomposites in Processing
کتاب مرجع فرآیندهای پلاستیک (Plastic Processes HandBook)
| | نسخه قابل چاپ | تعداد بازديد : 26 |
 |
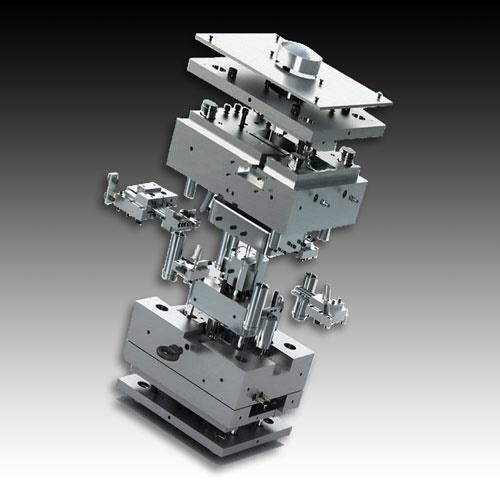
| کتاب راهنمای جامع طراحی قالب (The Mould Design Guide)، شامل سر فصل هایی از فرآیندهای قالب گیری تزریقی، مواد پلاستیکی، تمرین هایی برای داشتن طراحی خوب، چک لیست طراحی، سیستم پران، کنترل دمای قالب، واژه نامه واژگان قالب، سیستم ابزار چند صفحه ای، طراحی سیستم راهگاه و گیت قالب و ... می باشد. این کتاب مشتمل بر 575 صفحه، در 26 فصل، به زبان انگلیسی، همراه با تصاویر به ترتیب زیر گردآوری شده است:
Chapter 1: Introduction
Chapter 2: The Injection Moulding Process
Chapter 3: Plastics Materials
Chapter 4: Good Design Practice
Chapter 5: Design Checklist
Chapter 6: Determining the Right Number of Impressions
Chapter 7: Step-by-Step Design
Chapter 8: Mould making
Chapter 9: Two-Plate Mould Tools
Chapter 10: Ejection Systems
Chapter 11: Mould Temperature Control
Chapter 12: Undercut Injection Mould Tools
Chapter 13: Automatic Unscrewing Mould Tool Design
Chapter 14: Multi plate Tool Systems
Chapter 15: Runnerless Moulding
Chapter 16: Mould Materials
Chapter 17: Runner and Gate Design
Chapter 18: Standard Mould Parts
Chapter 19: Deflection and Stress in Mould Components
Chapter 20: Fatigue
Chapter 21: Limits and Fits
Chapter 22: Impression Blanking
Chapter 23: Summary of Mould Calculations
Chapter 24: Integrated Design Examples
Chapter 25: Mathematical and Reference Tables
Chapter 26: Glossary of Moulding Terminology
کتاب راهنمای جامع طراحی قالب (The Mould Design Guide)
| | نسخه قابل چاپ | تعداد بازديد : 25 |
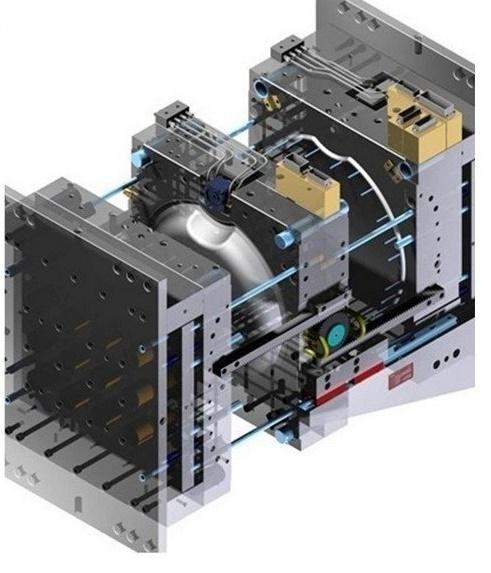
در این مقاله با تهیه نمونه های آزمایشی، گرما و اثر آن را در تابیدگی قطعات پلاستیک و ایجاد تنش های پسماند گرمایی در مدل ها را در قالب های تزریق بررسی می نماید. در این مقاله تکنیک تئوری و روش کار و همچنین مواد لازم در طراحی قالب های تزریق ارائه شده اند. در ساخت قالب از نرم افزار NX Unigraphics نسخه 13 استفاده شده است. بررسی آنالیز تنش پسماند در اثر سرد کردن غیر یکنواخت بوسیله نرم افزار تجاری Lusas نسخه 13.5 انجام شده است. این نرم افزار از طریق روش اجزاء محدود (Finite Element Method)، الگوی انتشار دما پیرامون مدل و همچنین تغییرات دما در طول سیکل تزریق پلاستیک را بررسی و به ارائه نمودارهایی بر حسب دما می پردازد. بررسی ها نشان می دهد که انقباض در محل هایی که سرد کردن اتفاق می افتد نسبت به محل های دیگر از قطعه محتمل تر است. اثر این سرد کردن غیر یکنواخت در نواحی مختلف قالب باعث ایجاد پیچیدگی مدل می شود...
مقاله طراحی و آنالیز گرمایی قالب تزریق پلاستیک (Design and Thermal Analysis of Plastic Injection Mould)، مشتمل بر 27 صفحه، با فرمت pdf، به زبان فارسی، همراه با تصاویر، به ترتیب زیر گردآوری شده است:
چکیدهمعرفیاصول کارطراحی نمونه پیچشطراحی قالب تزریق جهت نمونه پیچشنتایج تهیه محصول و اصلاحات آنبررسی جزئیات قالب و محصولنتایج و بحث در مورد آنالیز قالب و محصولنتیجه گیری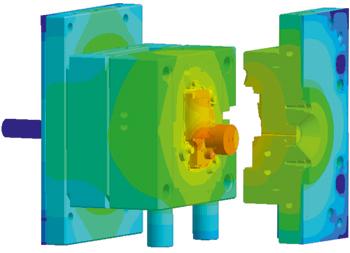
مقاله با عنوان: طراحی و آنالیز گرمایی قالب تزریق پلاستیک (Design and Thermal Analysis of Plastic Injection Mould)
| | نسخه قابل چاپ | تعداد بازديد : 15 |
طراحی کامل یک قالب احتمالا چالش برانگیز ترین کار در زمینه پردازش پلاستیک ها و به خصوص در قالب های تزریق پلاستیک به شمار می رود. پارامترهای موثر قالب عبارتند از: کیفیت، عملکرد، سودآوری قطعات پلاستیکی و... همچنین تکنولوژی پیشرفته کامپیوتر و نه پیچیده نرم افزارهای تحلیل (CAE) می تواند جایگزین تجارب مفید مهندسین طراح قالب گردد. به همین دلیل کتاب Castrow به مهندسین پلاستیک خاص اشاره می نماید، در این ویرایش از کتاب 130 طرح قالب و ساخت آن به کتاب افزوده شده است. هر یک از این طرح ها در واقع در صنعت ساخته شده، تست گردیده و محصول پلاستیکی را موفقیت تولید نموده است.
کتاب قالب های تزریق به انضمام 130 طرح قالب اثبات شده (Injection Molds, 130 Proven Designs)، یکی از بهترین کتاب ها در زمینه طراحی قالب های تزریق می باشد. موضوعی که در این کتاب بسیار حائز اهمیت است، وجود 130 طرح (نقشه فنی) از قالب های تزریق است که همگی در صنعت طراحی، تست و ساخته شده اند (بخش 3 از فهرست کتاب را در زیر ملاحظه بفرمایید).

طراحان می توانند از این طرح های آماده (نقشه های فنی قالب) در طراحی های خود الگو برداری نمایند و این کتاب می تواند برای طراحان قالب های تزریق بسیار مفید واقع گردد. این کتاب مشتمل بر 326 صفحه، در 3 فصل، به زبان انگلیسی، همراه با تصاویر به ترتیب زیر گردآوری شده است:
Chapter 1: Principles of Mold Design
Types of Injection MoldsTypes of Runners and GatesTemperature Control in Injection MoldsTypes of EjectorsTypes of UndercutsSpecial DesignsStandard Mold ComponentsStatus of StandardizationMaterial SelectionSurface Treatment MethodsSpecial MaterialsMolds for Processing ThermosetsMolds for Processing ElastomersChapter 2: Special Design Features of the Mold Examples
Chapter 3: Examples
Single-Cavity Injection Mold for a Polyethylene CoverTwo-Cavity Unscrewing Mold for a Glass-Fiber-Reinforced Polyamide Threaded PlugInjection Mold for the Body of a Tape-Cassette Holder Made from High-Impact PolystyreneFive-Cavity Injection Mold for Tablet Tubes Made from PolystyreneFour-Cavity Injection Mold for a Polyamide Joint ElementMold Base with Interchangeable Inserts to Produce Standard Test SpecimensTwo-Cavity Rotary Core Mold for a Polyacetal Pipe ElbowHot Runner Injection Mold for Car Front FenderInjection Mold for Magnifying Glass Frame with HandleTwo-Cavity Injection Mold for a Glue Dispenser Made from High- Density Polyethylene (PE-HD)Four-Cavity Injection Mold for a Housing Made from Acrylonitrile- Butadiene-Styrene (ABS)Four-Cavity Injection Mold for a Nozzle Housing Made from PolyamideSingle Split Cavity Mold for a Threaded Plug Made from Polyacetal(POM)Molding a Container with External UndercutsInjection Mold with Reduced Opening Stroke for Milk CratesTwo-Cavity Injection Mold for Recessed Refrigerator Handles Made from PolyamideInjection Mold for a Grass Catcher Made from PolypropyleneInjection Mold for Hose Connectors Made from Polyamide 6.6Two-Cavity Injection Mold for the Coil Form of an Auxiliary RelayTwo-Cavity Injection Mold for a Housing Made from PolypropyleneFour-Cavity Injection Mold for Producing a Thrust Screw Made from PolyacetalMold for a Pump Housing and Pump Piston Made from PolyacetalHot-Runner Injection Mold for Two Film Spools Made from High- Impact PolystyreneInjection Mold for an Angle FittingMold for Bushings with Concealed GatingInjection Mold for the Valve Housing of a Water-Mixing Tap Made from PolyacetalMold for a Lid with Three Threads Made from PolyacetalTwo-Cavity Injection Mold for Coupling Sleeves Made from PolyamideInjection Mold for the Housing of a Polypropylene Vegetable DicerTwo-Cavity Injection Mold for a Polypropylene Toy Tennis RacketTwo Injection Molds with Two-Step Ejection ProcessInjection Mold for a Polypropylene Container with a Threaded NeckThree-Plate Injection Mold with Stripping Device for a Precision
MagazineThree-Cavity Injection Mold for a Cosmetic Cream Container with a
Threaded LidMold for a Polyamide V-Belt PulleyCavity Hot-Runner Stack Mold for Yoghurt Cups Made from PolypropyleneCavity Stack Mold for Covers Made from PolypropyleneCavity Stack Mold for a Case Made from PolypropyleneFour-Cavity Hot-Runner Stack Mold for Producing Automotive Inner
Sill Trim Made from PolypropyleneHot-Runner Stack Mold for a Water Distribution Block Made from
PolypropyleneCavity Stack Mold for Lozenge Box Made from PolystyreneTwo-Cavity Injection Mold for a Back Light Casing Made from ABSCavity Stack Mold with a Hot-Runner System for Runnerless
Molding of Polystyrene Container Lids Using Direct Edge GatingCavity Hot-Runner Stack Mold for Dessert Cups Made from
PolypropyleneHot-Runner Mold for Bumper Fascia Made from Thermoplastic
ElastomerFour-Cavity Hot-Runner Mold for Threaded Covers Made from SANTwo-Cavity Hot-Runner Mold for Trim Bezels Made from ABSFour-Cavity Hot-Runner Mold for Control Flap Made from Polyacetal
CopolymerCavity Hot-Runner Mold for Seals Made from Thermoplastic
Elastomer (TPE)Eight-Cavity Hot-Runner Mold for PP Toothpaste DispenserTwo-Cavity Hot-Runner Mold for Tubs Made from PolyethyleneTwo-Cavity Hot-Runner Mold for Production of Connectors Made
from PolycarbonateFour-Cavity Hot-Runner Unscrewing Mold for Cap Nuts Made from
Polyacetal (POM)Four-Cavity Hot-Runner Mold with a Special Ejector System for
a Retainer Made from PolypropyleneCavity Two-Component Injection Mold for Microswitch
Covers Made from Polyamide and Thermoplastic ElastomerCavity Hot-Runner Mold for Production of Packings Made from
PolyethyleneCavity Hot-Runner Mold with Edge Gates for Bushings Made from
Polyacetal CopolymerHot-Runner Mold for a Polycarbonate Sight GlassTwo-Component Injection Mold for Drink Can Holders Made from
Polypropylene and Ethylene-Propylene TerpolymerHot-Runner Mold for Polypropylene Clamping Ring with Internal
Undercut around the CircumferenceInjection Mold for Compact Discs Made from PolycarbonateSingle-Cavity Injection Compression Mold for a Cover Plate Made
from Unsaturated Polyester ResinTwo-Cavity Injection Compression Mold for a Housing Component
Made from a Thermosetting ResinInjection Compression Mold for a Plate Made from Melamine ResinFive-Cavity Unscrewing Mold for Ball Knobs Made from a Thermoset
ResinFour-Cavity Injection Mold for a Thin-Walled Housing Made from a
Thermosetting ResinThermoset Injection Mold for a Bearing CoverEight-Cavity Injection Mold for Manufacturing Bellows Made from
Silicone RubberTwo Injection Molds for Overmolding of Polyamide Tubing for
Automobile Power Window OperatorsSingle-Cavity Injection Mold for a Housing Base Made from PolycarbonateConnector of Glass-Fiber-Reinforced Polyamide with Opposing
Female ThreadsCylindrical Thermoplastic Container with Reduced-Diameter Opening a Study in Part ReleaseSingle-Cavity Injection Mold for a Lighting Fixture Cover Made from
Polymethylmethacrylate (PMMA)Injection Mold for a Housing of Polycarbonate with a Thread InsertMold for Long, Thin, Tubular Parts Made from PolystyreneInsulated Runner Mold for Three Specimen Dishes Made from
PolystyreneSingle-Cavity Injection Mold for a Polypropylene Emergency ButtonEight-Cavity Injection Mold for Battery Caps with Undivided External
Thread and Sealing ConeInjection Mold for a Curved Pouring SpoutInjection Mold for an ABS Spectacle FrameTwo-Cavity Injection Mold for a Cover Made from Glass-Fiber
Reinforced PolyamideTwo-Cavity Two-Component Injection Mold for a PC/ABS Bezel
with a PMMA WindowTwo-Cavity Injection Mold for Runnerless Production of Polycarbonate Optical LensesInjection Mold with Hydraulic Core Pull for a Cable SocketEight-Cavity Hot-Runner Injection Mold for Polyethylene CapsFour-Cavity Injection Mold for PipetsTwo-Cavity Mold for Water Tap HandlesTwo-Cavity Injection Mold for the Automatic Molding of Conveyor
Plates onto a Wire CableCavity Hot-Runner Mold for Producing Curtain-Ring Rollers
Made from Polyacetal CopolymerInjection Mold with Attached Hydraulic Core Pull for Automatic
Measuring Tube ProductionThree-Cavity Injection Mold for Liquid-Measuring CylindersCavity Hot-Runner Injection Mold for Polyacetal Spool CoresTwo-Cavity Hot-Runner Mold for Loudspeaker Covers Made from
PolyacetalInjection Mold with Air Ejection for Polypropylene CupsMolds for Manufacturing Optical LensesTwo-Cavity Injection Mold for a Polycarbonate Steam Iron Reservoir
InsertInjection Mold with Pneumatic Sprue Bushing for a Headlight Housing
Made from PolypropyleneInjection Mold for a Mounting Plate (Outsert Technique)Twelve-Cavity Hot-Runner Mold for a Polyphthalamide (PPA)
MicrohousingTwo-Cavity Injection Mold for Handle Covers Made from Glass-
Fiber-Reinforced PolyacetalFour-Cavity Injection Mold for Thin-Walled Sleeves Made from
PolyesterInjection Mold for a Thermoplastic MicrostructureInjection Mold for Production of Adjustable Climate Control Vents
via 3-Shot MoldingTwo-Cavity Hot-Runner Injection Mold for an ABS CoverSix-Cavity Injection Mold for Retaining Nuts with Metal InsertsSingle-Cavity Injection Mold for a Switch Housing Made from
PolyacetalSingle-Cavity Injection Mold for a Snap Ring Made from PolyacetalInjection Mold for High-Density Polyethylene (PE-HD) Trash Can
LidsSingle-Cavity Hot-Runner Injection Mold for an Air Vent Housing
Made from Acrylonitrile Butadiene Styrene (ABS)Single-Cavity Hot-Runner Injection Mold for an ABS HousingSingle-Cavity Runnerless Injection Mold for a Polystyrene Junction
BoxFour-Cavity Hot-Runner Injection Mold for a Polyamide 6,6 Joining
PlateCavity Hot-Runner Stack Mold for Hinged CoversCavity Mold with Cold-Runner System for Liquid Silicone Rubber
(LSR) CapsTwo-Cavity Injection Mold for a Styrene-Acrylonitrile Safety ClosureFour-Cavity Unscrewing Mold for Threaded Polypropylene ClosuresFour-Cavity Injection Mold for Polyester Dispenser HeadsTwo-Cavity Injection Mold for PMMA Lighting Fixture CoverTwo-Cavity Injection Mold for Polyacetal HingesEight-Cavity Injection Mold for PE-HD Threaded CapsTwo-Cavity Cold-Runner Injection Mold for Thermoset AshtraysSingle-Cavity Mold for a Polypropylene Cutlery BasketTwo-Cavity Injection Mold for Cover PlatesSingle-Cavity Injection Mold for Polystyrene Caps (Mold Frame with
Interchangeable Inserts)Single-Cavity Injection Compression Mold for Thermoset V-Belt
Pulley (Injection Transfer Mold)Eight-Cavity Cold-Runner Injection Mold for Thermoset Elastomer
Strain ReliefsSingle-Cavity Injection Mold for a PE-HD Clothes Hanger Produced
via Gas-Assisted Injection MoldingSingle-Cavity Injection Mold for a Syringe Shield Produced via
Metal Injection Molding (MIM)Three-Station Mold for a Handtool HandleFour-Cavity Injection Mold for Couplings Produced via Metal
Injection Molding (MIM)
کتاب قالب های تزریق به انضمام 130 طرح قالب آماده اثبات شده
| | نسخه قابل چاپ | تعداد بازديد : 14 |
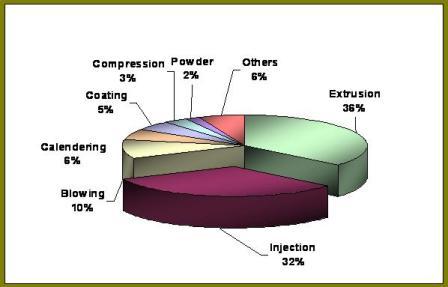
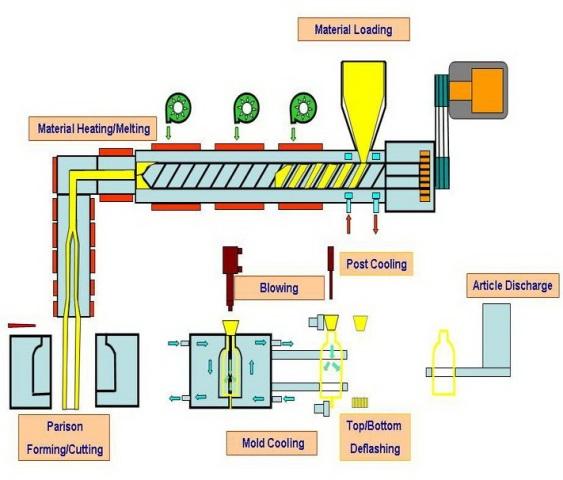
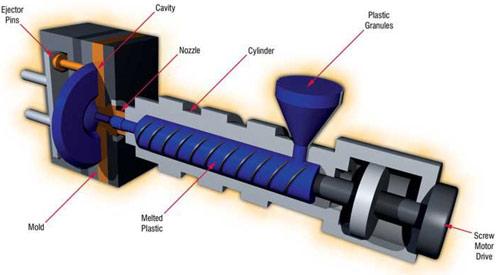
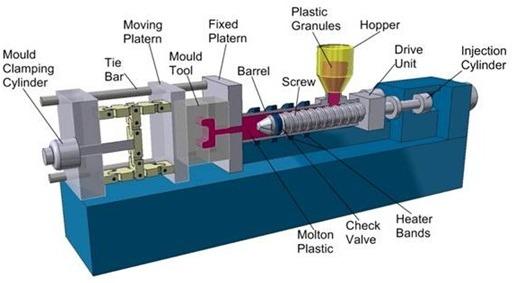
یكی از مهم ترین روش های رایج برای شكل دهی پلاستیكها، قالبگیری تزریقی میباشد. امروزه خانه، خودرو، دفتركار و… حاوی انواع مختلفی از وسایل و قطعاتی است كه به روش قالبگیری تزریقی ساخته شده است. به عبارتی حدود 32% از كل پلاستیكهای جهان با استفاده از روش تزریقی شكلدهی میشوند. در شكل دهی پلی الفینها نیز روش قالبگیری تزریقی حدود 20% را به خود اختصاص میدهد.
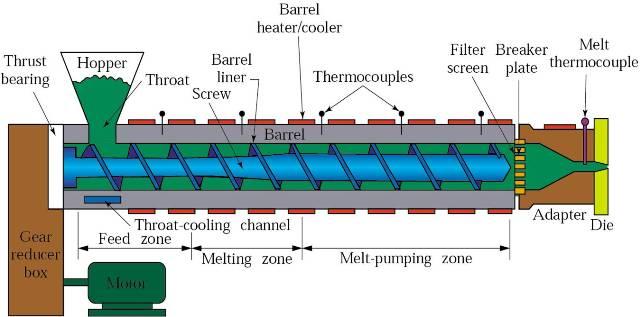
فرآیند تزریق پلاستیک ها یکی از مهم ترین روش های شکل دهی مواد پلیمری است. این فرآیند قابلیت تولید قطعات سه بعدی و پیچیده پلاستیک را در زمانی کوتاه دارا است. در این فرآیند مواد اولیه پلاستیک از طریق یک دریچه مخروطی وارد سیلندر حرارتی شده و با دوران پیچ به جلو انتقال یافته و همزمان توسط گرم کننده ها و همچنین تنش برشی حاصل از دوران پیچ، نرم یا ذوب می گردد. در مرحله بعد، مواد انباشته شده در جلوی سیلندر با حرکت خطی پیچ به درون قالب تزریق می گردد...
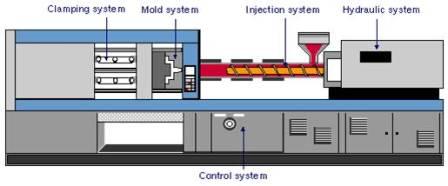
تحقیق فرآیند قالبگیری تزریقی (Injection Molding Process) مشتمل بر چهار (4) فصل، 126 اسلاید، تایپ شده، به همراه تصاویر رنگی، توسط شرکت پژوهش و فناوری پتروشیمی، با فرمت Powerpoint جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید و فصل بندی پروژه به ترتیب زیر می باشد:
فصل اول: فرآیند تزریق
فصل دوم: طبقه بندی دستگاه های تزریق
فصل سوم: اجزاء مختلف دستگاه تزریق
فصل چهارم: عیب یابی قطعات تزریق
جهت دانلود تحقیق فرآیند قالبگیری تزریقی (Injection Molding Process) بر لینک زیر کلیک نمایید:تحقیق با عنوان: فرآیند قالب گیری تزریقی (Injection Molding Process)
| | نسخه قابل چاپ | تعداد بازديد : 19 |
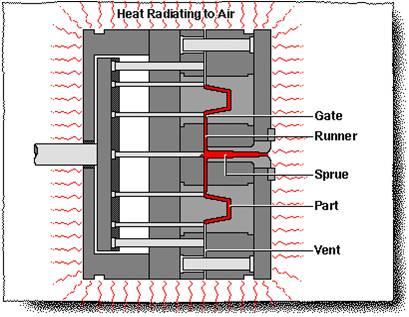
هدف از خنک کاری در قالب های تزریق پلاستیک این است که پلاستیک داغ وارد محفظه قالب شده و با یک سرعت تحت کنترل سرد و منجمد شود. این امر کمک می کند که مواد تزریق شده به داخل محفظه قالب به شکل محفظه درآمده و به همان شکل مورد نظر ما درآید.
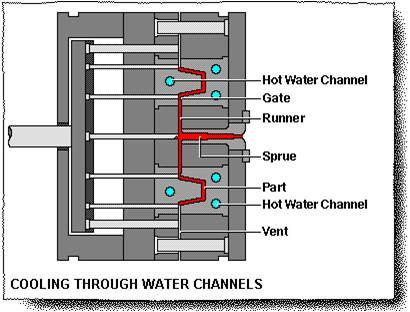
اگر در قالب از سیستم خنک کاری استفاده نشود مذاب پلاستیک وارد یک قالب داغ می شود و زمان انجماد بیشتری نیاز هست تا قطعه تزریقی منجمد شده و بتوان آن را از قالب پران نمود و نیز به این نکته هم باید توجه نمود که اگر مذاب پلاستیک وارد یک قالب خیلی سرد شود مذاب قبل از پر شدن کامل محفظه قالب منجمد می شود و باعث می شود که سیکل تزریق به طور کامل انجام نگرفته و قطعه مورد نظر ناقص قالب گیری شود. بنابراین برای بدست آوردن یک سیکل تزریق مناسب در قالب تزریق، بین دو وضعیت ذکر شده باید یک حالت بهینه ایجاد کرد تا به یک انجماد تحت کنترل و جهت دار برسیم...
تحقیق سیستم های خنک کاری در قالب های تزریق پلاستیک مشتمل بر سه (3) فصل، 61 اسلاید، تایپ شده، به همراه تصاویر رنگی، توسط مهندس رستمی از دانشکده فنی شهید محمد منتظری مشهد، با فرمت Powerpoint جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید و فصل بندی پروژه به ترتیب زیر می باشد:
فصل اول: هدف از خنک کاری در قالب های تزریق پلاستیک
فصل دوم: محاسبات مربوط به خنک کاری
فصل سوم: طراحی مدار خنک کاری
جهت دانلود تحقیق سیستم های خنک کاری در قالب های تزریق پلاستیک بر لینک زیر کلیک نمایید:تحقیق با عنوان: سیستم های خنک کاری در قالب های تزریق پلاستیک
| | نسخه قابل چاپ | تعداد بازديد : 16 |
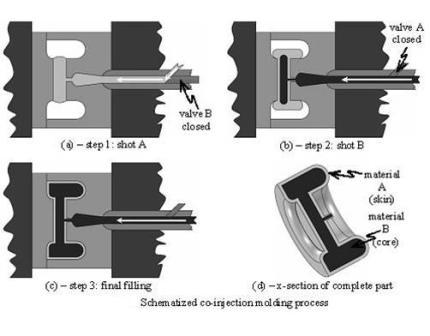
تحقیق فرآیند قالب گیری به روش Co Injection Molding مشتمل بر 51 اسلاید، تایپ شده، به همراه تصاویر رنگی، توسط مهندس مرتضی عطایی نژاد با فرمت Powerpoint گردآوری و جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید.
جهت دانلود تحقیق فرآیند قالب گیری به روش Co Injection Molding بر لینک زیر کلیک نمایید:تحقیق با عنوان: فرآیند قالب گیری به روش Co Injection Molding
| | نسخه قابل چاپ | تعداد بازديد : 13 |
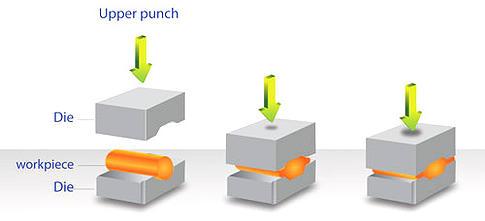
قالب گیری فشاری، یكی از قدیمی ترین فرآیندهای قالب گیری شناخته شده است. در این قالب ها ماده پلاستیكی در محفظه قالب قرار گرفته و با حرارت و فشار شكل می گیرد. در این قالب ها، معمولا از تركیبات گرما سخت (ترموست)، به صورت عمده استفاده می شود ولی از محصولات گرما نرم (ترمو پلاستیك) در برخی موارد و به ندرت استفاده می شود. موادی كه به عنوان شارژ این گونه قالب ها به كار می رود، دارای اشكالی به صورت پودر، ساچمه ای، لایه ای و پیش فرم می باشد. قالب های فشاری عمدتا دارای یك عیب می باشند بطوریكه، در اثر فشار زیاد موجود در داخل قالب پین های ضعیف و دیوارهای نازك دفرمه می شوند، بنابراین طراحان این گونه قالب ها به منظور كم رنگ كردن این عیب، از فرایند قالب گیری انتقالی كمك گرفته اند...
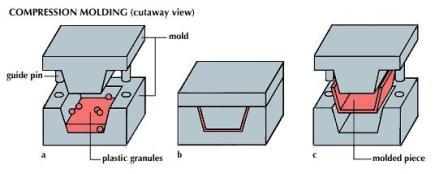
تحقیق فرآیند قالبگیری فشاری (Compression Molding)مشتمل بر 38 اسلاید، تایپ شده، به همراه تصاویر رنگی، توسط مهندس عباس قربانی با فرمت Powerpoint گردآوری و جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید.
جهت دانلود تحقیق فرآیند قالبگیری فشاری (Compression Molding) بر لینک زیر کلیک نمایید:
| | نسخه قابل چاپ | تعداد بازديد : 11 |
قالب گیری تزریقی به كمك آب جدید ترین روش برای فرآیند قالب گیری اجسام توخالی است. این روش به خاطر تو خالی كردن مقاطع ضخیم از نظر اصول شبیه قالب گیری به كمك گاز است، اما فن آوری تزریق آب یك مزیت بزرگ دارد و آن خنك كاری مستقیم داخل قطعه است.

توانایی انتقال حرارت آب 40 برابر و ظرفیت گرمایی آن 4 برابر گاز است. به كمك قابلیت خنك كاری فن آوری تزریق آب، سیكل خنك كاری به 25 درصد كاهش یافته است. تو خالی كردن مقاطع به كمك آب فقط سریع تر از قالب گیری به كمك گاز نیست، بلكه دیواره های نازك تر و سطح داخلی صاف تری را ایجاد می كند. دیواره نازك باعث ذخیره ماده خام می شود. برخی تولید كنندگان معتقدند فن آوری تزریق آب فضاهای توخالی بیشتر و مقاطع تو خالی بلندتری را نسبت به گاز ایجاد می كند...

تحقیق فرآیند قالب گیری تزریقی به کمک آب (Water Assist Injection Molding)مشتمل
بر 57 اسلاید، تایپ شده، به همراه تصاویر رنگی، توسط مهندس مهدی چخماق ساز
با فرمت Powerpoint گردآوری و جهت دانلود قرار داده شده تا به راحتی کاربر
بتواند آن را به میل خود در صورت نیاز ویرایش نماید.
تحقیق با عنوان: فرآیند قالب گیری تزریقی به کمک آب (Water Assist Injection Molding)
| | نسخه قابل چاپ | تعداد بازديد : 13 |
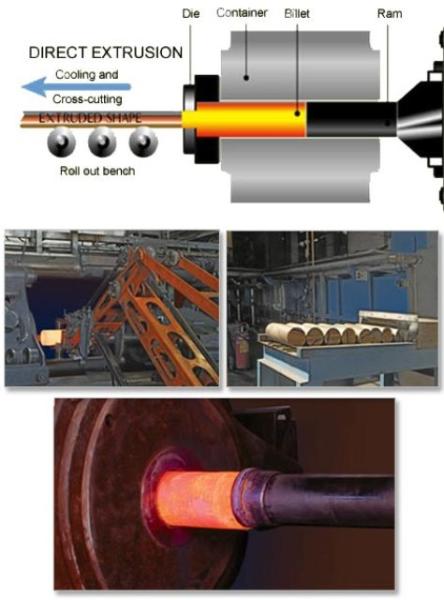
تحقیق فرآیند اکستروژن (Extrusion Process) مشتمل بر 55 اسلاید، تایپ شده، به همراه تصاویر رنگی، با فرمت Powerpoint جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید.
جهت دانلود تحقیق فرآیند اکستروژن (Extrusion Process) بر لینک زیر کلیک نمایید:تحقیق با عنوان: فرآیند اکستروژن (Extrusion Process)
| | نسخه قابل چاپ | تعداد بازديد : 19 |
با ایجاد یک سوراخ روی یک صفحه یا قطعه، ساده ترین نوع قالب اکستروژن را ایجاد نموده ایم. با استفاده از قالب های اکستروژن انواع لوله های پلاستیکی، تیوب، قطعات اتومبیل، روکش سیم های برق و صفحات نازک پلاستیکی تهیه می گردند. البته انواع لوله های نازک فلزی بدون درز و لوله های فلزی جای قرص های طبی و لوله ی خمیر دندان بوسیله ی اکستروژن فلزی ایجاد می شود. سوراخ یاد شده ی بالا اگر گرد باشد قطعه ی تولیدی میله پلاستیکی و اگر به فرم شکاف مستطیل شکل باشد بطوریکه نسبت طول به عرض آن زیاد باشد محصول صفحه خواهد بود...
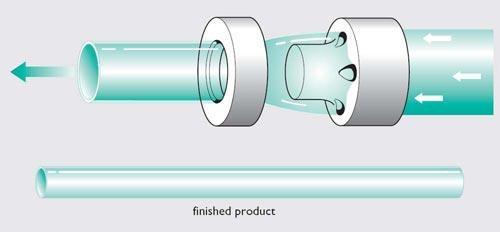
تحقیق طراحی قالب های اکستروژن مواد ترموپلاستیک مشتمل بر 30 اسلاید، تایپ شده، به همراه تصاویر رنگی، با فرمت Powerpoint جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید.
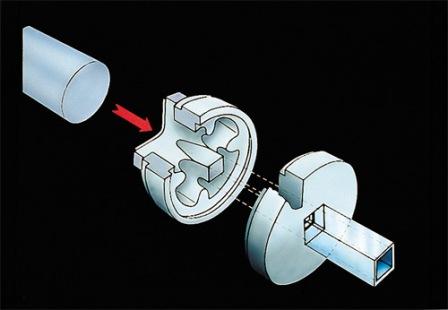
تحقیق با عنوان: طراحی قالب های اکستروژن مواد ترموپلاستیک
| | نسخه قابل چاپ | تعداد بازديد : 16 |
چهار نوع قالب گیری بادی بایستی مورد توجه قرار گیرد:
* پاریسون سرد
* ورقه ای
* کشیده شده یا دو محوری
* چند لایه (اکستروژن توام یا تزریق توام)
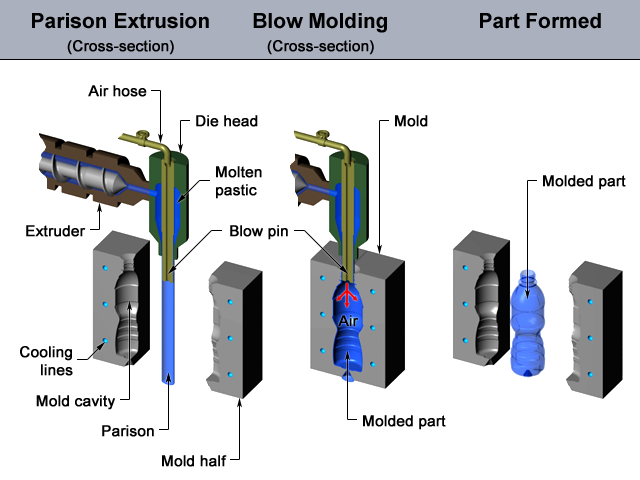
در فرایند قالب گیری بادی ورقه ای، ورقه های اکسترود شده داغ بین نیمه های قالب فشرده شده و با دمیدن شکل می گیرند. با عمل فشردن قالب لبه ها با یکدیگر در آمیخته و به هم می چسبند. برای ساخت قطعه ای با دو رنگ متمایز می توان دو ورقه با رنگ های مختلف را اکسترود نمود. درز ایجاد شده بوسیله ی جوش فشاری بزرگترین عیب این روش است. به علاوه دو اکسترودر معمولا مورد نیاز و ضایعات بسیاری بوجود می آید که باید مجددا بازیافت گردند...
تحقیق قالب های بادی اکستروژن (Extrusion Blow Molding) مشتمل بر 63 اسلاید، تایپ شده، به همراه تصاویر رنگی، توسط مهندس مصطفی قاسمی از دانشکده فنی شهید محمد منتظری مشهد، با فرمت Powerpoint جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید.
تحقیق با عنوان: قالب های بادی اکستروژن (Extrusion Blow Molding)
| | نسخه قابل چاپ | تعداد بازديد : 14 |
طراحی
نوعی تصمیم گیری است كه با توجه به مطالب خواسته شده توسط طراح صورت گرفته
و تصمیم نهایی به طرق مختلف به سفارش دهنده انتقال می یابد. راه های
مختلفی جهت توضیح طرح به سفارش دهنده وجود دارد كه چند نمونه از آن ها
عبارتند از: نمونه سازی، ترسیم نقشه و توضیح از روی آن برای سفارش دهنده،
توضیح بیانی، ماكت سازی و...
امروزه كوتاه ترین، با صرفه ترین و بی نقص
ترین روش انتقال تصمیم گرفته شده در كارهای صنعتی، ترسیم نقشه می باشد كه
در مجامع صنعتی به عنوان یك زبان بین المللی كاربرد دارد. بر روی نقشه می
توان به راحتی بحث ها و محاسبات مربوطه قبل از ساخت را روی طرح مربوطه
انجام داد. با این عمل میزان هزینه و زمان ساخت دستگاه به حداقل مقدار ممكن
تقلیل می یابد.
بدین ترتیب روشن است كه یك طراح صنعتی موفق كسی است كه به جزئیات نقشه كشی صنعتی آگاه و بر آن تسلط كافی داشته باشد. در اینجا به كلیه كسانی كه در زمینه طراحی قالب فعالیت دارند و یا علاقمند به طراحی بوده و هنوز در شروع كار می باشند توصیه می شود كه قبل از مطالعه هر مطلبی در این رابطه، به مطالعه مطالب نقشه كشی صنعتی پرداخته و كلیه مطالب آن را به خوبی فرا گیرند تا به هنگام طراحی بتوانند آنچه را كه در ذهن خود می پرورانند به راحتی بر روی كاغذ بیاورند.
مطلب
دیگری را كه بایستی طراح به آن تسلط كافی داشته باشد، تصمیم گیری و به كار
بردن مكانیزم ها و قطعات مناسب در موقعیت های مختلف یك طرح است و این
امكان پذیر نیست مگر با مطالعه و تحقیق در مورد مطلب خواسته شده كه حاصل
كار و تحقیق متخصصین مربوطه می باشد، در دست است.
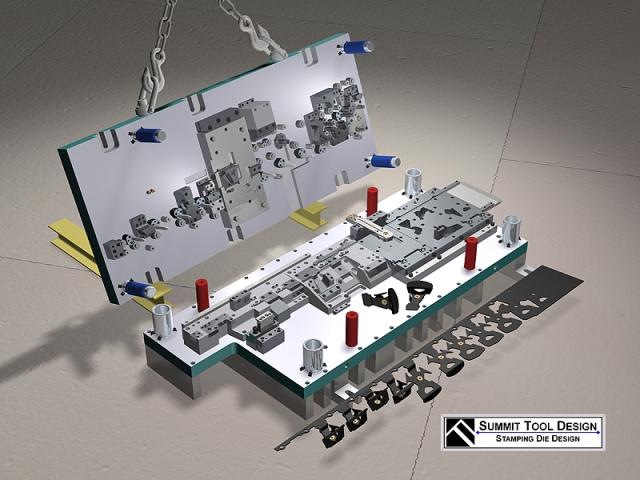
در مورد طراحی قالب
برش، بایستی طراح آن به كلیه اجزا، قطعات، مكانیزم ها، روش های ساخت قطعات،
جنس و محاسبات مربوط به آنها آگاهی كامل داشته باشد...
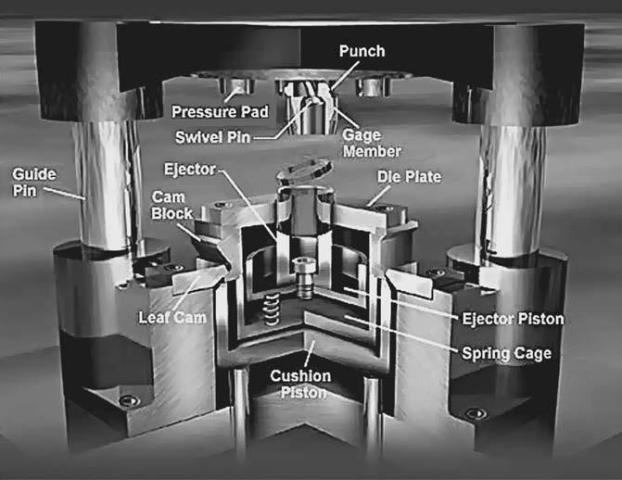
تحقیق مقدمات طراحی قالب های فلزی (Cutting Dies) مشتمل بر 28 صفحه، تایپ شده، به همراه تصاویر و جداول، توسط مهندس علیزاده، با فرمت word جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید.
تحقیق با عنوان: مقدمات طراحی قالب های فلزی (Cutting Dies Design)
| | نسخه قابل چاپ | تعداد بازديد : 16 |
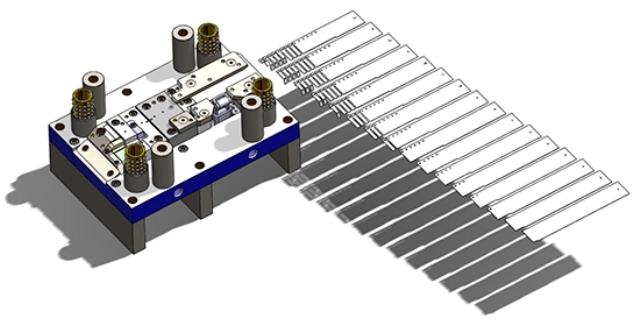
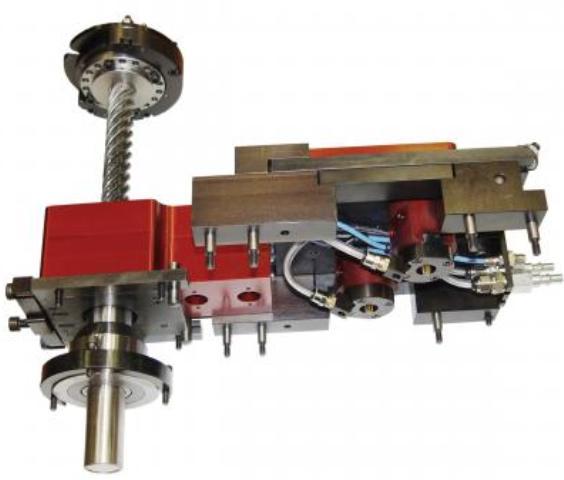
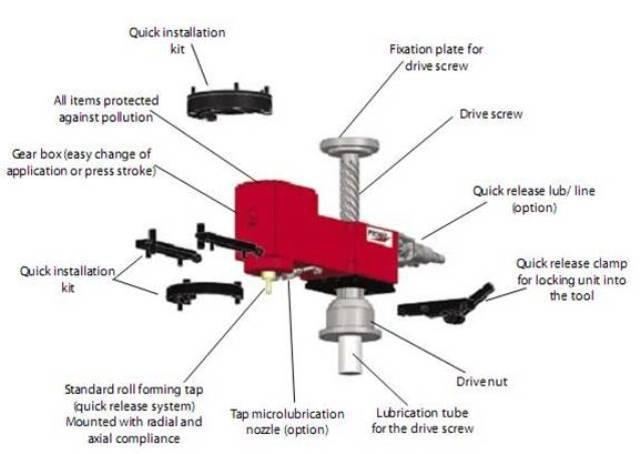
تكنولوژی قلاویزكاری درون قالب، از زمانی كه نخستین متد قلاویزكاری قالب در واحد های صنعتی از نیمه ی دهه ی 70 شروع شده بود تاكنون پیشرفت زیادی كرده است. سرعت ها افزایش پیدا كرده و احتیاج به نگهداری كاسته شده و همچنین روش های طراحی نیز تغییر پیدا كرده است. در گذشته به ندرت سرعت قلاویزكاری درون قالب بیشتر از 100 ضربه (كورس) در دقیقه بوده و هنگام رسیدن به این سرعت نیاز به نگهداری مكرر و زیاد لازم می شد. امروزه قلاویزكاری مدرن می تواند با سرعت بیش از 200 كورس در دقیقه عملیات قلاویززنی را انجام دهد و عملا برای ده ها میلیون كورس حركتی هیچ نگهداری نیاز نخواهد بود. قطعات اولیه كه در قالب قلاویز می شدند معمولا به صورت تخت بوده و بالابری مواد اندك بوده و تعداد انبوهی از قطعات مربوط به صنعت برق می بود. امروزه با ابداع اسپیندل های چندگانه (مركب)، پیشرونده های سریع، هدایت گرهای نوار قطعات به صورت سرو (فرمانیار) و آخرین متدهای سرو هدایت گر نوار در واحدها، انواع قطعات را می توان به صورت قالبی قلاویزكاری نمود...
تحقیق قلاویزكاری درقالب (In Die Tapping) مشتمل
بر 46 اسلاید، تایپ شده، به همراه تصاویر رنگی و جداول، توسط مهندس
رازقندی از دانشکده فنی شهید محمد منتظری مشهد، با فرمت Powerpoint جهت
دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت
نیاز ویرایش نماید.
تحقیق با عنوان: قلاویزكاری درقالب (In Die Tapping)
| | نسخه قابل چاپ | تعداد بازديد : 14 |
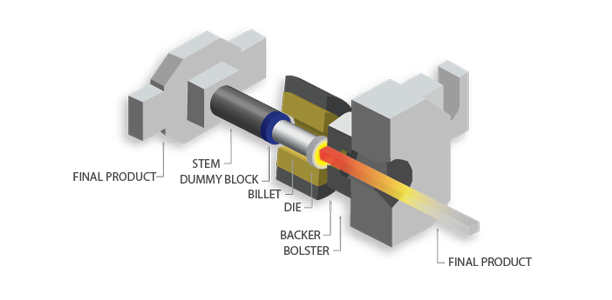
تحقیق اکستروژن داغ پودر آلومنیوم (Hot Extrusion of Aluminium Powder) مشتمل بر 46 اسلاید، تایپ شده، به همراه تصاویر رنگی، با فرمت Powerpoint جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید.
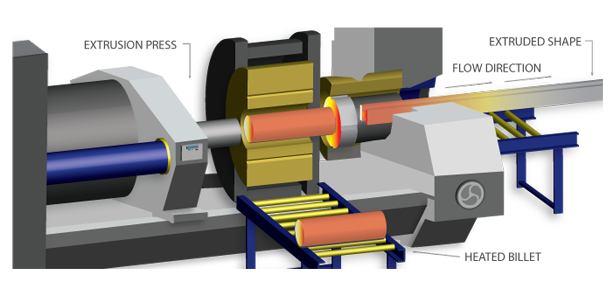
تحقیق با عنوان: اکستروژن داغ پودر آلومنیوم (Hot Extrusion of Aluminium Powder)
| | نسخه قابل چاپ | تعداد بازديد : 22 |
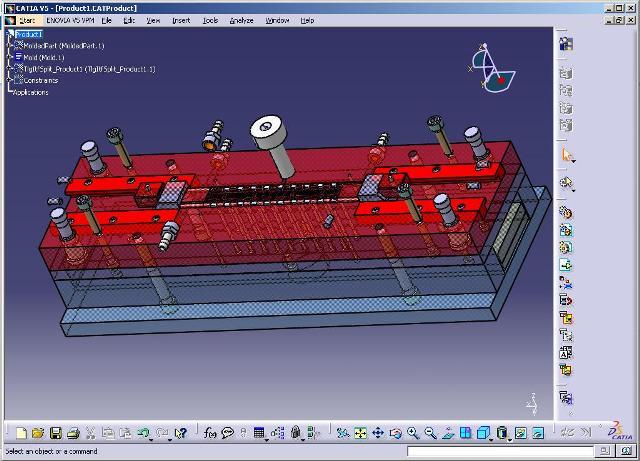
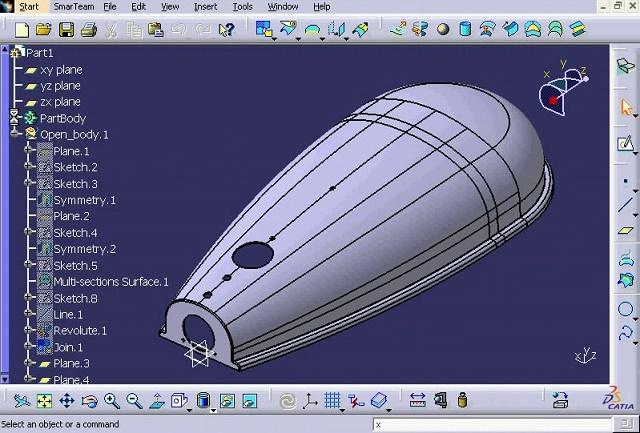
بحث اصلی این پروژه طراحی قالب تزریق پلاستیک و شبیه سازی فرآیند تزریق و تحلیل به کمک نرم افزار مولد فلو (MoldFlow) می باشد كه با استفاده از ماژول های قدرتمند این نرم افزار می توانیم مراحل پر شدن، بسته شدن، سرد شدن و تغییر شکل قطعه را تحلیل نمود.
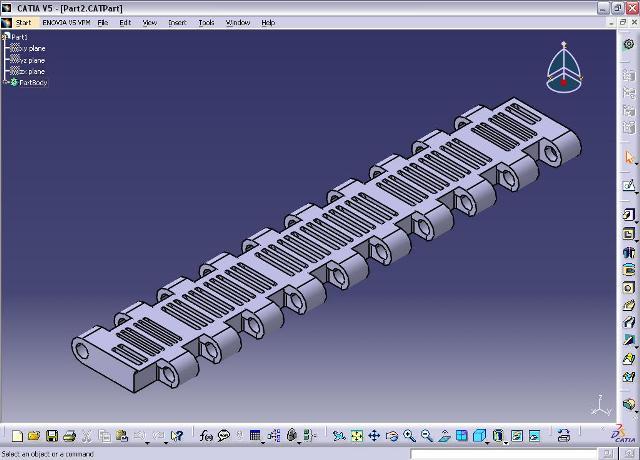
(لولا طراحی شده در نرم افزار CATIA)
به منظور کاهش هزینه های سنگین و تاخیرهای زمانی غیر قابل قبول در حین ساخت قالب، بایستی اثرات مربوط به ماده پلاستیک، هندسه قطعه، طراحی قالب و شرایط قالب گیری در کیفیت نهایی قطعه و در زمان قبل از ساخت قالب در نظر گرفته شود. به کمک نرم افزارهای طراحی و شبیه سازی و در فضای مجازی میتوان با صرف وقت و هزینه اندک، اثرات پارامترهای مختلف در قالب را تحلیل و ارزیابی نمود. در فصول پیش رو به دلیل آشنایی و داشتن پیش زمینه ای از قالب ها در مورد دستگاه ها و طراحی قالب های تزریق پلاستیک نخست مطالبی به صورت مختصر ارائه گردیده است.
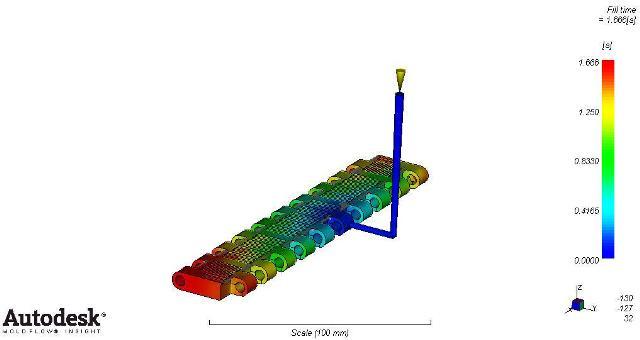
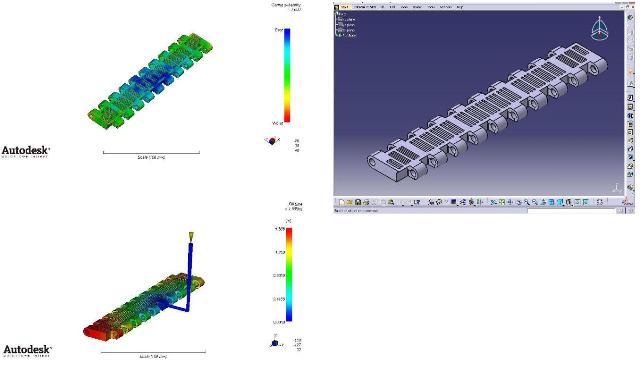
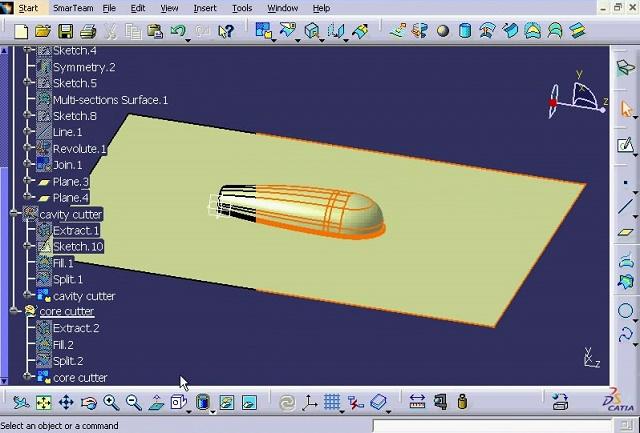
(تحلیل لولا در نرم افزار MoldFlow)
سپس با محیط های گوناگون نرم افزار كتیا آشنا می شویم و قطعه را در محیط پارت و با كمك از محیط شیپ دیزاین مدل می نماییم. پس از آن مرور مختصری بر نرم افزار مولدفلو داشته و مدل مربوطه را در این نرم افزار تحلیل می كنیم و با توجه به ابعاد قطعه و نتایج حاصل از تحلیل، قالب تزریق محصول را طراحی می كنیم، در انتها نیز به جمع بندی نتایج حاصل شده می پردازیم...
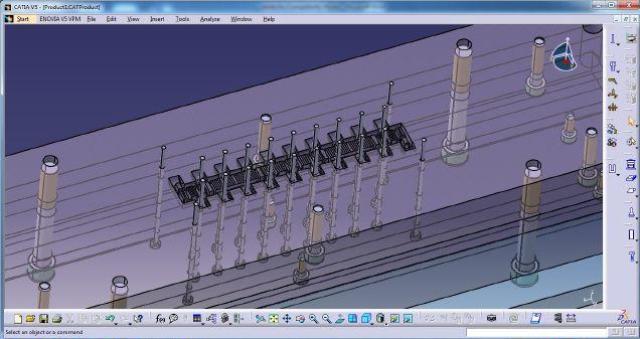
(طراحی قالب لولا در محیط Mold Tooling Design نرم افزار CATIA)
پروژه مورد نظر مشتمل بر شش (6) فصل، 134 صفحه، تایپ شده، به همراه تعدادی تصاویر، دیاگرام، روابط ریاضی و فرمول ها، با فرمت word جهت دانلود قرار داده شده تا به راحتی کاربر بتواند آن را به میل خود در صورت نیاز ویرایش نماید و فصل بندی پروژه ان نامه به ترتیب زیر می باشد:
فصل اول: مقدمه
فصل دوم: آشنایی با پروسه تزریق پلاستیک و قسمت های تشکیل دهنده قالب های تزریق پلاستیک
مقدمهمراحل پروسه تزریق پلاستیکبخش های تشکیل دهنده دستگاه تزریق پلاستیکواحد تزریقواحد قفل كننده قالبمشخصات ماشین های تزریقظرفیت تزریقتناژ قفل كردن قالب امتیازات شیوه تزریق پلاستیکمحدودیت های شیوه تزریق پلاستیکساختمان عمومی قالب های تزریقمحفظهصفحات حفره ای و ماهیچه ایبوش تزریقسیستم راهگاه و ورودیحلقه تنظیممیله ها و بوش های راهنمابوش راهنمامیله راهنما اتصالات صفحات قالبسیستم پرانشبکه پرانمجموعه صفحه پران صفحه پرانصفحه نگهدارنده پرانهاسیستم برگشت مجموعه صفحه پرانانواع روشهای پراندستور العمل نگهداری و تعمیرات قالب های تزریق پلاستیکعوامل تأثیرگذار در تعمیر و نگهداریجنس قالب (مواد قالب گیری)جنس قطعه تولیدیپیچیدگی قالببكارگیری ناصحیحانواع بازرسی و تعمیرات قالببازرسی روزانهبازرسیهای دورهایتعمیرات عمومیتعمیرات اساسیچك لیست بازرسی قالبفصل سوم: مراحل طراحی لولای پلاستیکی در نرم افزار کتیا
ورود به محیط پارتوارد شدن به محیط اسکچشروع کار در پارتاجرای دستور پد و ایجاد بدنه لولااجرای دستور پاکتاجرای دستور Chamfer و ایجاد کردن سطوح شیب دارطراحی پره های لولا به كمك محیط Genarative Shape Designاستفاده از دستور Edge fillet برای ایجاد سطحوح مدور در گوشه های كارفصل چهارم: آنالیز قطعه به وسیله نرم افزار مولد فلو
مقدمهوارد کردن قطعه به نرم افزار مولد فلومش بندی مدلتعیین سکانس آنالیزانتخاب نوع پلاستیک تزریقی اجرای آنالیز مكان بهینه دریچه تزریق انجام آنالیز مكان بهینه دریچه تزریقورودیهای مورد نیازبررسی نتایج آنالیز مكان بهینه دریچه تزریق ایجاد سیستم تغدیهایجاد سیستم خنک کاری اجرای آنالیزمشخصات ماشین تزریق، دمای مذاب و دمای قالبگزارش زمان پرشدنفشار در لحظه تغییر فاز سرعت به فشاردماهای عمدهنرخ برش عمدهگراف فشار در محل تزریقانقباض حجمیگزارش مربوط به زمان انجماد (بدون خنک کاری)گزارش نیروی کلمپگزارش فشارگزارش مربوط به فشار در پایان تزریقدمای عمده در انتهای پرشدندرصد لایه منجمد در پایان تزریقسرعت متوسطتنش برشی در دیوارهمحل های ایجاد فرورفتگی در قطعهمبدا حرکتمرکز اثر نیروی کلمپخطوط جوشتلههای هوادمای سیال خنک کندمای سطح فلز در مدار خنک کاریدمای قطعه در سطح فوقانیدما در سطح راهگاه سردزمان انجماد قطعه (همراه خنک کاری)تصاویر مربوط به اعوجاج در جهات مختلف قطعهفصل پنجم: طراحی قالب تزریق پلاستیک
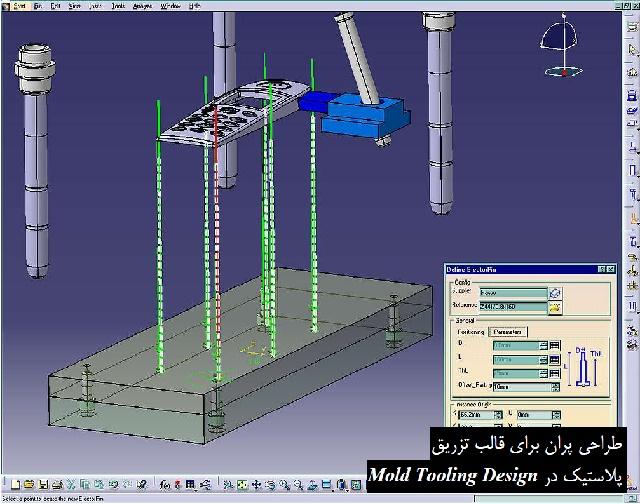
ایجاد سطوح جدایش، سمت سنبه، ماتریس و قسمت کشوییتهیه قالب قطعه با استفاده از محیط مولد تولینگ دیزاینمقدمهفراخوانی بلوک خام قالبتعیین موقیعت قطعه در قالببریدن صفحات قالب توسط صفحات جدایش و ایجاد شکل قطعه در قالب ایجاد اجزای قالب ایجاد پین های راهنماایجاد پیچ های بستن قالب ایجاد پین های پرانایجاد ورودی تزریق (اسپرو بوش) ایجاد سیستم خنک کاریاضافه کردن بوش به پین های راهنماایجاد مکانیزم کشویی در قالبفصل ششم: نتیجه گیری
منابع و مراجعدر این پروژه طراحی قطعه و قالب آن در نرم افزار کتیا و همچنین تحلیل و آنالیز قطعه و قالب آن در نرم افزار مولدفلو به صورت قدم به قدم آموزش داده می شود. لذا این پروژه می تواند به عنوان یک منبع قوی درسی جهت آموزش طراحی و تحلیل قالب به کمک نرم افزار CATIA و MoldFlow توسط دانشجویان در دانشگاه استفاده گردد.
پروژه طراحی قالب تزریق پلاستیک لولا با CATIA و تحلیل آن با نرم افزار MoldFlow
| | نسخه قابل چاپ | تعداد بازديد : 17 |
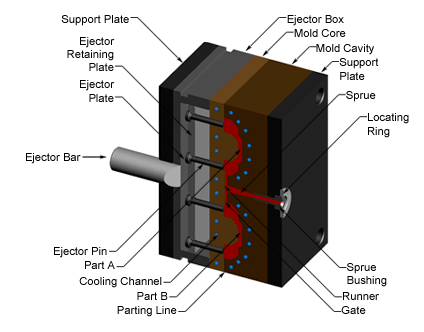
قالب های تزریقی عموما از دو بخش اصلی سنبه (Core) و ماتریس (Cavity) تشكیل شده اند. زمانی كه قالب بر روی دستگاه تزریق بسته شود ما بین دو قسمت سنبه و ماتریس فضایی خالی ایجاد می شود، این فضا هم شكل قطعه ای است كه با عملیات قالب ریزی ساخته خواهد شد.

بسته به جنس قطعه این فضا با مواد پلیمری (قالب تزریق پلاستیک) یا فلزی مذاب (قالب دایکست) پر می شود تا پس از خنك و باز شدن قالب، حاصل قطعه مورد نظر باشد. در محیط Core & Cavity Design نرم افزار کتیا، سطوح سنبه و ماتریس قطعات ایجاد می شود و قطعه برای ساخت قالب آن در محیط Mold Tooling Design (محیط كاری طراحی ابزار قالب) آماده می گردد.
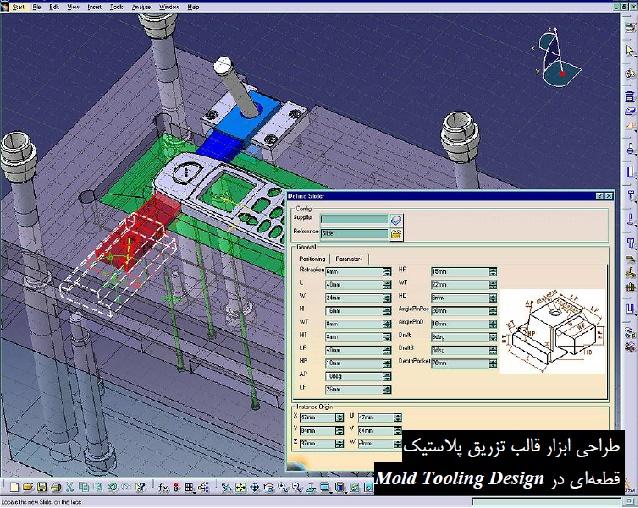
تعریف محل خط جدایش قالب (Parting Line)، صفحه جدایش (Parting Surface) برای استفاده در ساخت سنبه و ماتریس قالب، تعریف جهت جدا شدن قسمت های قالب (Pulling Direction)، بررسی شیب خروج قطعه از قالب و اعمال درصد انقباض یا انبساط بر روی قطعه از سرویس هایی هستند كه برای آماده كردن قطعه برای مدل كردن قالب آنها در اختیار طراحان قالب می باشند. پس از آماده سازی مقدمات ساخت قالب در محیط Core & Cavity Design قالب قطعه با استفاده از ابزار از پیش مدل شده و قرار گرفته در كاتالوگ های حاوی قطعات ساخت شركت های فعال در امر ساخت ابزار قالب در محیط Mold Tooling Design مدل می شود.
با بكار گیری قابلیت پارامتریك نرم افزارهای طراحی مكانیكی و طراحی وابسته می توان با یك بار طراحی قالب شرایطی را فراهم كرد تا امكان اعمال تغییرات در قالب، در برابر تغییرات ابعادی قطعه به صورت خودكار میسر شود . تمام این قابلیت ها در محیط Mold Tooling Design یافت می شود. نكته قابل توجه این است كه محیط Mold Tooling Design مختص طراحی قالب های تزریق است. امروزه بخش عظیمی از قطعات پلاستیكی با این روش ساخته می شوند. دخالت عوامل متعدد در ساخت قطعات با كیفیت پلاستیكی باعث شده است كه متخصصان طراح و سازنده قالب از جایگاه ویژه ای در بین متخصصین ساخت و تولید برخوردار باشند. قطعات و ابزار قالب های تزریق پلاستیك همگی با ابعاد پارامتریك از پیش تعریف شده در محیط Mold Tooling Design موجود می باشند و به راحتی فقط با مشخص شدن محل قرارگیری، ابزار بر روی بدنه قالب منتقل می شود. علاوه بر این ابزارها انواع فرم های راهگاهی، گیت ها و همچنین فرم های سیستم خنك كاری در محیط Mold Tooling Design قرار داده شده است. از سایر ویژگی های محیط Mold Tooling Design می توان به توانایی برقراری ارتباط با محیط Prismatic Machining (محیط كاری طراحی برنامه ماشینكاری با ماشین ابزار فرز) برای تهیه برنامه سوراخكاری و محیط 3Axis Surface Machining (محیط كاری طراحی برنامه ماشینكاری با ماشین ابزار سه محوره) برای تهیه برنامه ماشینكاری سطوح سنبه و ماتریس اشاره كرد. ایجاد همزمان BOM برای سفارش ابزار و قطعات قالب، آن را به محیطی واقعی تبدیل كرده است كه در آن طراحی برای ساخت (Design for Manufacturing - DFM) انجام می شود...
در مجموعه آموزشی که ملاحظه می فرمایید، نحوه طراحی قالب دایکست قاب چراغ خیابانی (تصویر بالا) در نرم افزار کتیا به صورت مرحله به مرحله و با ذکر ریزترین جزئیات به صورت کامل توضیح داده شده است. از ویژگی های مهم این مجموعه آموزشی ذکر نکات فنی قالب سازی در حین آموزش می باشد.
در این مجموعه آموزشی شما با طراحی قالب دایکست قاب چراغ خیابانی در محیط Mold Tooling Design به ترتیب زیر آشنا می شوید:
آماده کردن قطعه برای طراحی قالب در محیط های کاری Mold Tooling Design و Generative Shape Designطراحی Parting Surface و یا سطوح جدایش قالبطراحی سطوح دو کفه قالب در محیط Generative Shape Designطراحی صفحات سایشی قالبمونتاژ قطعات قالب در محیط Mold Tooling Designویرایش قطعات دو کفه قالبوارد کردن کمیت های پنجره Create a new mold و تعیین قسمت پران و قسمت تزریقبررسی سایر مراحل طراحی اجزای قالبتغییر موقعیت و اصلاح محل قرارگیری قطعات قالبایجاد بوش راهنما بر روی کفه قالبطراحی پیچ های Clamping Plate بر روی قالبطراحی قسمت مربوط به سیستم راه آب و خنک کاری قالب (Cooling)اضافه کردن قطعات استاندارد (پیچ ها و ...) به قالبتعیین موقعیت و طراحی پران های قالبتکمیل مراحل طراحی اجزای قالباضافه کردن بوش تزریق مواد مذاب به قالبطراحی راهگاه در قالبطراحی قطعه sprue puller بر روی قالب و...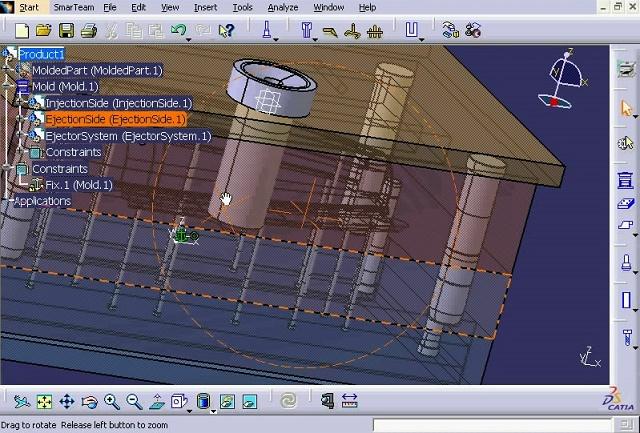
آموزش کتیا، طراحی قالب دایکست قاب چراغ خیابانی در محیط Mold Tooling Design نرم افزار CATIA
| | نسخه قابل چاپ | تعداد بازديد : 15 |
یکی از اساسی ترین اهداف سازندگان، دستیابی به کاهش زمان ساخت، افزایش طول عمر ابزار، کاهش زبری سطوح و کاهش هزینه های تولید می باشد. هنگامی که مسئله رقابت در صنعت مطرح باشد فاکتور زمان ساخت و کاهش هزینه تولید بسیار اهمیت پیدا می کند. لذا در این پروژه در راستای استفاده از تکنولوژی های جدید برای ساخت قالب و کاهش زمان و هزینه ساخت، فرآیند ساخت قالب های تزریق پلاستیک به کمک حفره های رزین را به طور خاص و فرآیند ساخت مدل و شابلون در صنعت و برخی کاربردهای رزین های آپوکسی را بطور کلی، علاوه بر موضوع اصلی پروژه مورد بررسی قرار گرفته است.
در بخش ساخت قالب تزریق پلاستیک یک قالب تزریق دو حفره ای با حفره های رزینی برای دو قطعه مربوط به آزمایش کشش و ضربه ساخته شده است که فرآیند ساخت بطور کامل شرح داده شده است. در فصل سوم این پروژه مقاله ای با عنوان Cast Resin and Sprayed Metal Tooling ترجمه و ارائه شده است که یک گام جلوتر از فرآیند ساخت قالب های رزینی می باشد که راهکاری برای افزایش استحکام و طول عمر قالب هایی با حفره های رزینی ارائه می دهد و ما را به سمت ساخت قالب های دایکست هدایت می کند. در بخش ساخت مدل و شابلون های رزینی حاصل تحقیقات و تجربیات خود نویسنده را که در بخش کارگاه مدل سازی کارخانه ایران خودرو حاصل گردیده است را ارائه شده است و در فصل پنجم مراحل ساخت پروژه عملی تشریح می گردد...
تحقیق فرآیند ساخت قالب تزریق پلاستیک به کمک حفره های رزین، پروژه ای مفید و کاربردی از مباحث طراحی قالب است که مشتمل بر 63 صفحه، در 5 فصل، به زبان فارسی، همراه با تصاویر رنگی به ترتیب زیر گردآوری شده است:
فصل 1:
سیستم های Rapid Toolingقالب های رزینیفصل 2:
سیستم های رزینیسیستم رزین های آپوکسیسیستم پلی اورتانسیستم سیلیکون هاسیستم رزین های وینیل استرمدل بوردهاالیاف صنعتی کربن، شیشه، کولارسایر لوازم و مواد جانبیآموزش قالب سازیفصل 3:
قالب سازی با رزین های ریختگی و فلز پاشینتیجه گیریمراحل براده برداریفصل 4:
نکات بهداشتی و ایمنیفصل 5:
تشریح مراحل ساخت پروژه عملیجهت دانلود تحقیق فرآیند ساخت قالب تزریق پلاستیک به کمک حفره های رزین بر لینک زیر کلیک نمایید:تحقیق با عنوان: فرآیند ساخت قالب تزریق پلاستیک به کمک حفره های رزین
| | نسخه قابل چاپ | تعداد بازديد : 21 |
کتاب مرجع طراحی قالب (HandBook of Die Design)، کتابی کامل، مفید و کاربردی از مباحث مقدماتی تا پیشرفته طراحی قالب است که مشتمل بر 714 صفحه، در 15 بخش، به زبان انگلیسی روان، همراه با کلی تصاویر رنگی از طراحی گام به گام قالب توسط پروفسور ایوانا سوچی به ترتیب زیر گردآوری شده است:
Chapter 1: BASIC DIE DESIGN AND DIE-WORK INFLUENCING FACTORS
Chapter 2: THE THEORY OF SHEET METAL BEHAVIOR
Chapter 3: METAL STAMPING DIES AND THEIR FUNCTION
Chapter 4: METAL STAMPING DIES THEIR CONSTRUCTION AND ASSEMBLY
Chapter 5: METALWORKING MACHINERY
Chapter 6: BLANKING AND PIERCING OPERATIONS
Chapter 7: BLANK CALCULATION OR FLAT LAYOUT
Chapter 8: BENDING AND FORMING OPERATIONS
Chapter 9: DRAWN PARTS
Chapter 10: PRACTICAL DIE DESIGN
Chapter 11: DIE PROCESS QUALITY AND AUTOMATION, DIE MAINTENANCE
Chapter 12: SPRINGS, THEIR DESIGN AND CALCULATIONS
Chapter 13: SPRING WASHERS
Chapter 14: MATERIALS AND SURFACE FINISH
Chapter 15: DIE COST ESTIMATING
جهت دانلود کتاب مرجع طراحی قالب (HandBook of Die Design) بر لینک زیر کلیک نمایید:
کتاب مرجع طراحی قالب (HandBook of Die Design)
| | نسخه قابل چاپ | تعداد بازديد : 16 |
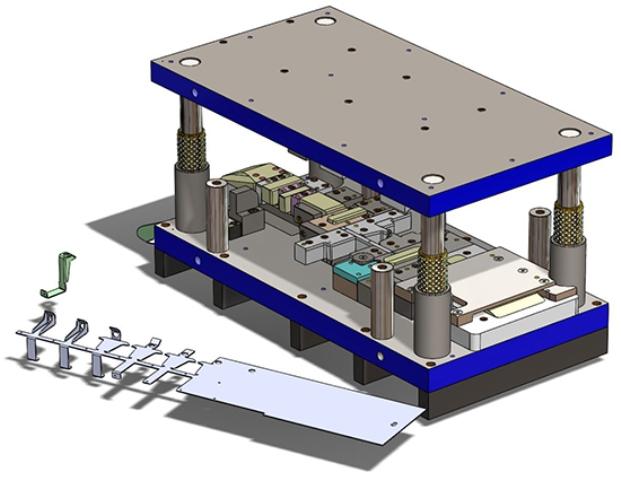
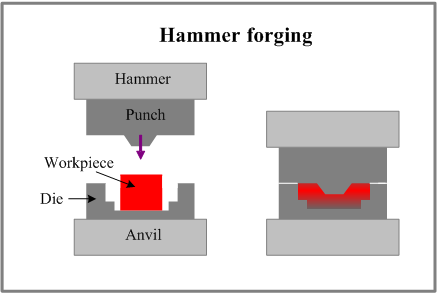
فورجینگ یا آهنگری صنعتی یكی از فرآیندهای شكل دادن فلزات است كه در آن یك قطعه توپر گداخته از فلز را با نواختن ضربات سریع یك سنبه به فرم مورد نظر، تغییر شكل می دهند. این عملیات معمولا در یك قالب دو تكه شامل یك سنبه (متحرك) و یك ماتریس كه قبلا به فرم مورد نظر براده برداری شده است انجام می شود. معمولا با جا به جا كردن قطعه كار بین مراحل مختلف و نواختن ضربات محكم سنبه قطعه كار به تدریج به شكل نهایی در می آید. فرآیند فورج از روش های تولید مطلوب و با صرفه صنعت امروز می باشد، چرا که در کنار هزینه کم تولید در میزان زمان تولید نیز به شدت صرفه جویی می شود و با کمترین ضایعات مواد می توان به دقت بالایی از اندازه مورد نظر رسید و از این حیث مزیت های محسوسی نسبت به سایر فرآیندها نظیر ریخته گری و ماشین کاری دارد.
پرس های هیدرولیکی و مکانیکی
طراحی جیک و فیکسچر
نرم افزار تحلیل فرم و برش ورق فلزی با کتیا
فرآیندهای شکل دادن برای بهره گیری از خاصیت بسیار جالب قابلیت سیلان مومسان برخی مواد در حالت جامد (معمولا فلزات) بدون از دست دادن خواص دیگر طراحی شده اند. باتوجه به اینکه تمام عملیات فرآوری در حالت جامد صورت می گیرد نیاز به کار کردن با مذاب و درگیر بودن با فرآیندهای پیچیده انجماد نیست. در این روش صرفا با جریان دادن مواد به شکل دلخواه بدون اتلاف ماده و یا مقدار ناچیز می توان قطعه مورد نظر را تهیه کرد. متاسفانه غالبا نیروی زیادی برای این عمل لازم است. ماشین ها و ابراز های مورد نیاز بسیار گران هستند و فقط مقادیر انبوه می تواند توجیه کننده این هزینه ها باشد. تغییر شکل ممکن است سیلان حجمی در سه بعد، برشی ساده، خمشی ساده یا مرکب باشند. در نتیجه تنش های ایجاد شده در اثر تغییر شکل، کششی فشاری برشی یا ترکیبی از آنها به وجود می آید. از آن گذشته سرعت دما، تلرانس، پرداخت سطح و میزان تغییر شکل در آنها طیف وسیعی دارد. در بین تمامی فرآیند های تولید فناوری آهنگری دارای جایگاه ویزه ای می باشد زیرا کمک می کند تا قطعات با خواص مکانیکی عالی با کمترین اتلاف ماده تولید شود...
طراحی و مدلسازی ورقکاری در نرم افزار کتیا
طراحی قالب های فلزی و برش
قلاويزكاري در قالب
طراحی قالب

پروژه فرآیند فورجینگ (Forging Process)، مشتمل بر 6 بخش، 225 اسلاید، به زبان فارسی، تایپ شده، به همراه تصاویر، با فرمت powerpoint به ترتیب زیر گردآوری شده است:
بخش 1: طراحی قالب های آهنگری (قالب های فورج)
بخش 2: فورج قطعات مسی و آلیاژهای آن
بخش 3: فرآیند رول فورجینگ (Roll Forging)
بخش 4: معرفی نرم افزار سوپر فورج (Super Forge)
بخش 5: قالب های فورج و تجزیه و تحلیل به کمک نرم افزار Super Forge
بخش 6: عیب یابی و بهینه سازی پروسه توپی چرخ پژو 405 تولید شده با فرآیند فورجینگ
پانچ سی ان سی
اصول طراحی قالب
تغییر شکل نیم ساخته ها (جلد 1و2)
آموزش کامل ورقکاری در نرم افزار سالیدورکس
* توجه: لازم به ذکر است که علاوه بر فایل پروژه بالا، 20 مقاله با عناوین زیر در رابطه با فرآیند فورجینگ و آهنگری صنعتی (215 صفحه، به زبان فارسی) نیز جهت دانلود قرار داده شده است:
مقاله 1: طراحی پیش فرم بهینه آهنگری با استفاده از الگوریتم ژنتیک
مقاله 2: پیش بینی تغییرات ریز ساختاری در فرآیند فورج داغ
مقاله 3: افزایش عمر سایشی قالب های آهنگری با پوشش کاربیدی
مقاله 4: سیستم جامع طراحی و شبیه سازی آهنگری شاتون به کمک کامپیوتر
مقاله 5: طراحی و تحلیل قالب پیش فرم آهنگری، با استفاده از روش اجزاء محدود
مقاله 6: تخمین توزیع فشار و نیروی آهنگری در فرآیند آهنگری شعاعی لوله
مقاله 7: مدلسازی فرآیند آهنگری غیر ایزوترمال آلیاژ Ti-6Al-4V به روش حجم محدود
مقاله 8: بررسی قابلیت فورج پذیری فولاد تف جوشی شده
مقاله 9: بررسی حساسیت به شیار و رفتار انتقال نرمی به تردی فولاد NiCrMoV فورج شده مورد استفاده در روتور توربین گازی
مقاله 10: طراحی پارامتریک آچار دوسر تخت و فرآیند آهنگری آن
مقاله 11: بررسی خطای عدم تطابق در آهنگری قالب بسته
مقاله 12: طراحی فرآیند و قالب های فورج دقیق چرخدنده دیفرانسیل پژو و ساخت آن با استفاده از تکنولوژی CAD/CAM
مقاله 13: آئین نامه و مقررات حفاظت در ریخته گری، جوشکاری، آهنگری و فورجینگ
مقاله 14: کاربرد روش اجزاء محدود سه بعدی جهت طراحی قالب در فرآیند فورجینگ شعاعی
مقاله 15: تعدادی از مطالعات عددی و تجربی بر روی فورج کاری دندانه لوله های جداره ضخیم
مقاله 16: تحقیق و بررسی اجزاء محدود بر پوشش در فرجینگ گرم
مقاله 17: شبیه سازی به عقب فرآیند فورجینگ و مقایسه توسط نتایج تجربی
مقاله 18: تاثیر زبری سطح بر میزان اصطکاک در فرآیند فرجینگ سرد
مقاله 19: فرجینگ و نزدیک شدن به شکل خالص با استفاده از روش اجزاء محدود (FEM)
مقاله 20: آشنایی با فرآیند فرجینگ بدون درز (رینگ رولینگ)
جزوات کنکور ارشد مهندسی ساخت و تولید دانشگاه تهران، تبریز و...
شکل دهی ورق های فلزی به روش هیدروفرمینگ
توليد اتصالات سه راهی صنايع نفت و گاز به روش هیدروفرمینگ

جهت دانلود پروژه فرآیند فورجینگ (Forging Process)، برلینک زیر کلیک نمایید:
پروژه با عنوان: فرآیند فورجینگ (Forging Process)
اگر به فراگیری مباحث مشابه مطلب بالا علاقهمند هستید، آموزشهایی که در ادامه آمدهاند نیز به شما پیشنهاد میشوند:
فرآیند اکستروژن
طراحی قالب های اکستروژن مواد ترموپلاستیک
قالب های بادی اکستروژن
اکستروژن داغ پودر آلومنیوم
مقالات فرآیند اکستروژن
اکستـروژن داغ پـودر آلـومينيـم
شبیه سازی کوره های قوس الکتریکی با استفاده از نرم افزار متلب
ساخت مجسمه برنجی به روش ریخته گری دقیق
| | نسخه قابل چاپ | تعداد بازديد : 19 |